Operating and Programming — Milling Page 84 808D
Additional
Information
Part 2
s
Using “;” code at the begin-
ning of the program block
N95, this string will be
skipped without execution.
Using “;” code to add a
remark to the N85 func-
tion, without any influence
on the execution.
。
“;” code
Using “;” code at the
beginning of the block
can skip this string.
“;” can also be used to
add remarks to the
block.
See the figure on the
right for an example of
use.
Method 1
Method 2
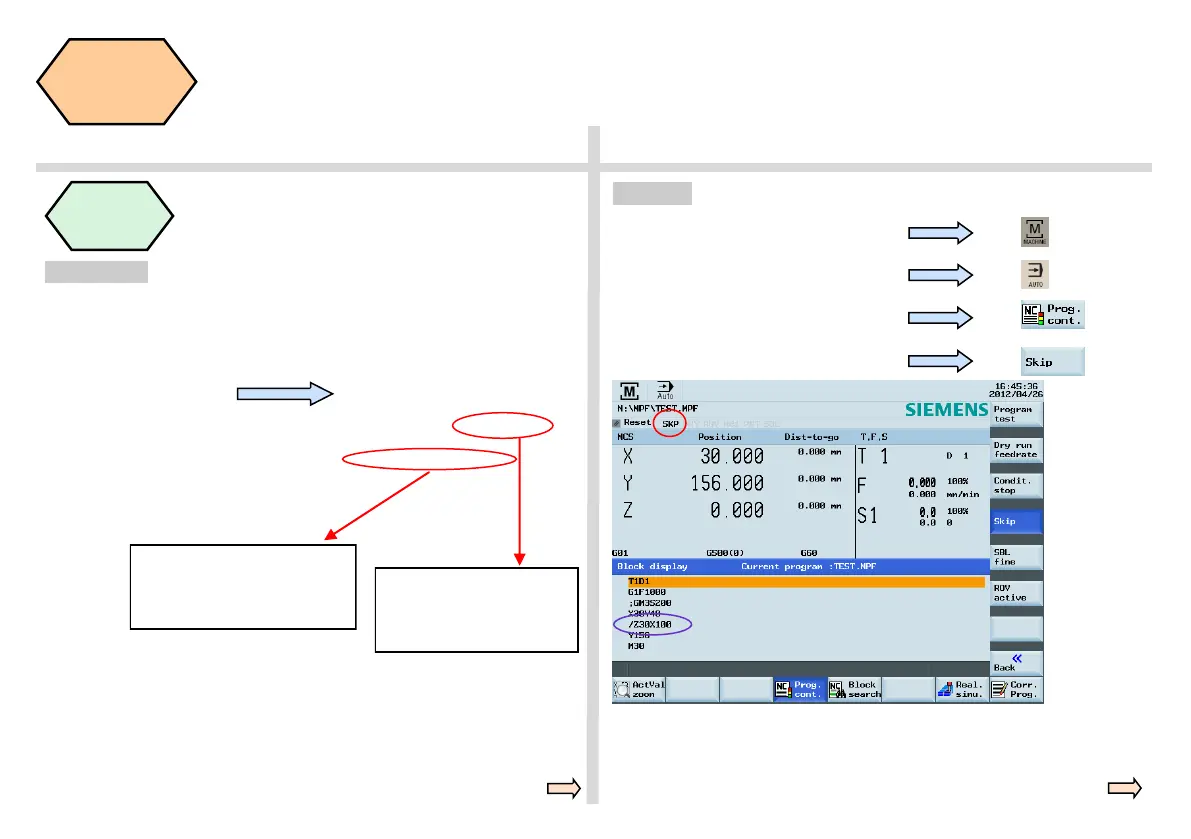
Press the “Machine” key on the PPU.
Press the “Auto” key on the MCP.
Press the “Prog cont.” SK on the PPU.
Press the “Skip” SK on the PPU.
When ”SKP” is displayed (red circle), the skip function has been activated.
After activating “SKP”, using “/” at the beginning of the program string
(shown in purple circle), the string will be skipped without influencing the
execution.
Program
skip
N5 G17 G90 G500 G71
N10 T1 D1 M6
N15 S5000 M3 G94 F300
N20 G00 X50 Y50 Z5
N25 G01 Z-20
N30 Z5
...
N85 T2 D1 M6 ; Tool change
N90 S5000 M3 G94 F300
; N95 G00 X60 Y55 Z10
...
Basic Theory
 Loading...
Loading...



















