840D/828D SINUMERIK Operate Page 5
B507
B507
Notes
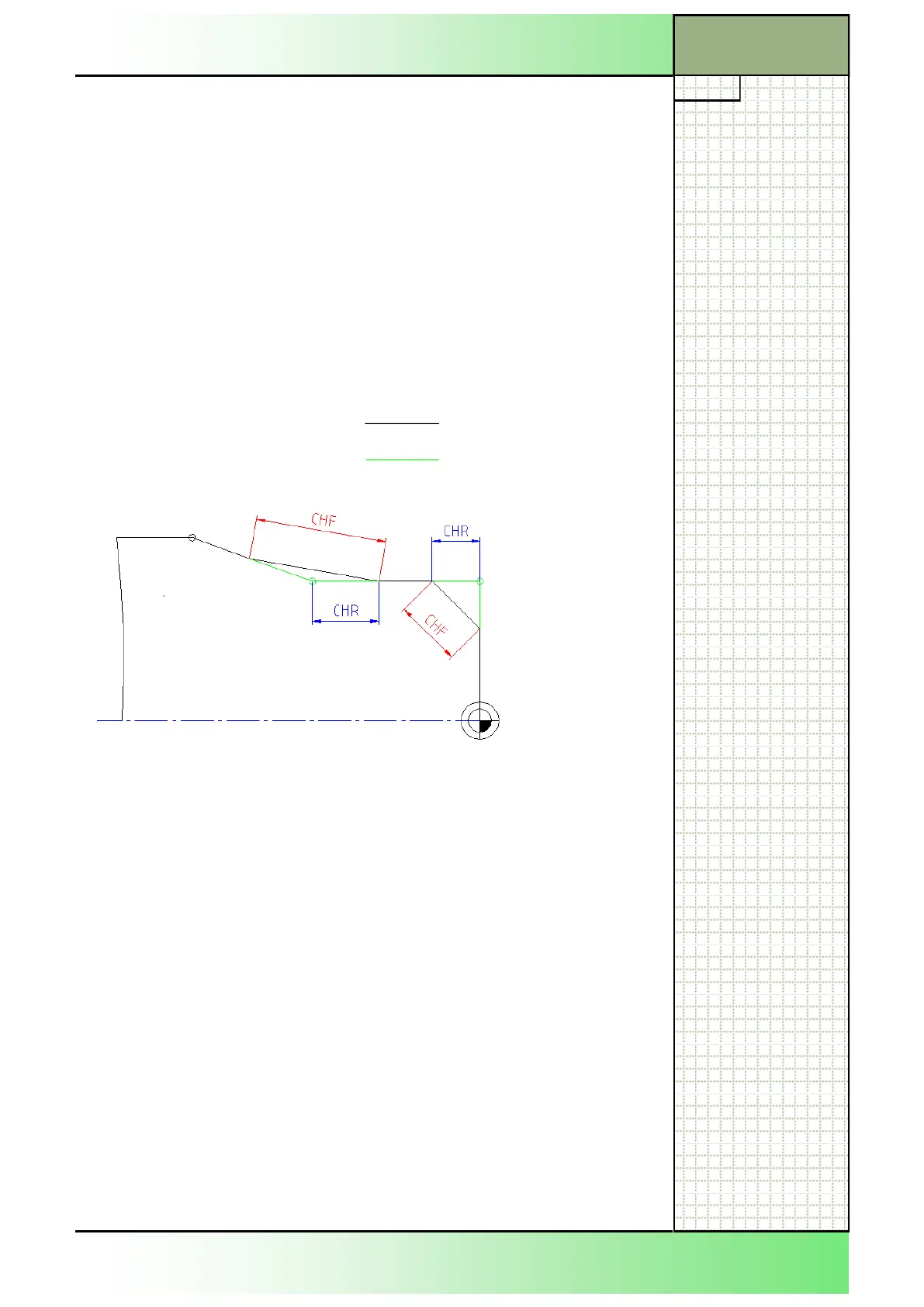
Chamfering of contour corners
Section 3
For a defined breaking of the edges as a chamfer between linear and cir-
cular contours the control provides a variety of means.
It is only necessary to program the points of intersection of the contour
without any chamfers (see illustration below, P1 - P3).
The corners are broken automatically following the block where they have
been programmed.
Chamfer with statement of the leg length Code CHR=
Statement of the length of the chamfer Code CHF=
Programming example: Explanation:
…..
N40 G42 G00 X0 Z2
N50 G01 Z0
N60 X50 CHR=10 Straight to P1, length of the
leg of the chamfer = 10 mm
N70 Z-40 CHF=30 Straight to P2, chamfer length = 30 mm
N80 X80 Z-80 Straight to P3,
N90 Z-85
N100 X82 Retraction of the tool
N110 G40 G00 X200 Z300 Unselection of the radius correction, at
rapid traverse to the tool changing point
N120 M30 End of program
Finished contour
Programmed contour
P2
P3
P1
 Loading...
Loading...



























