840D/828D SINUMERIK Operate Page 5
B509
B509
Notes
Section 2
Program jumps and deletion blocks
The following example is used to illustrate the usage of optional blocks:
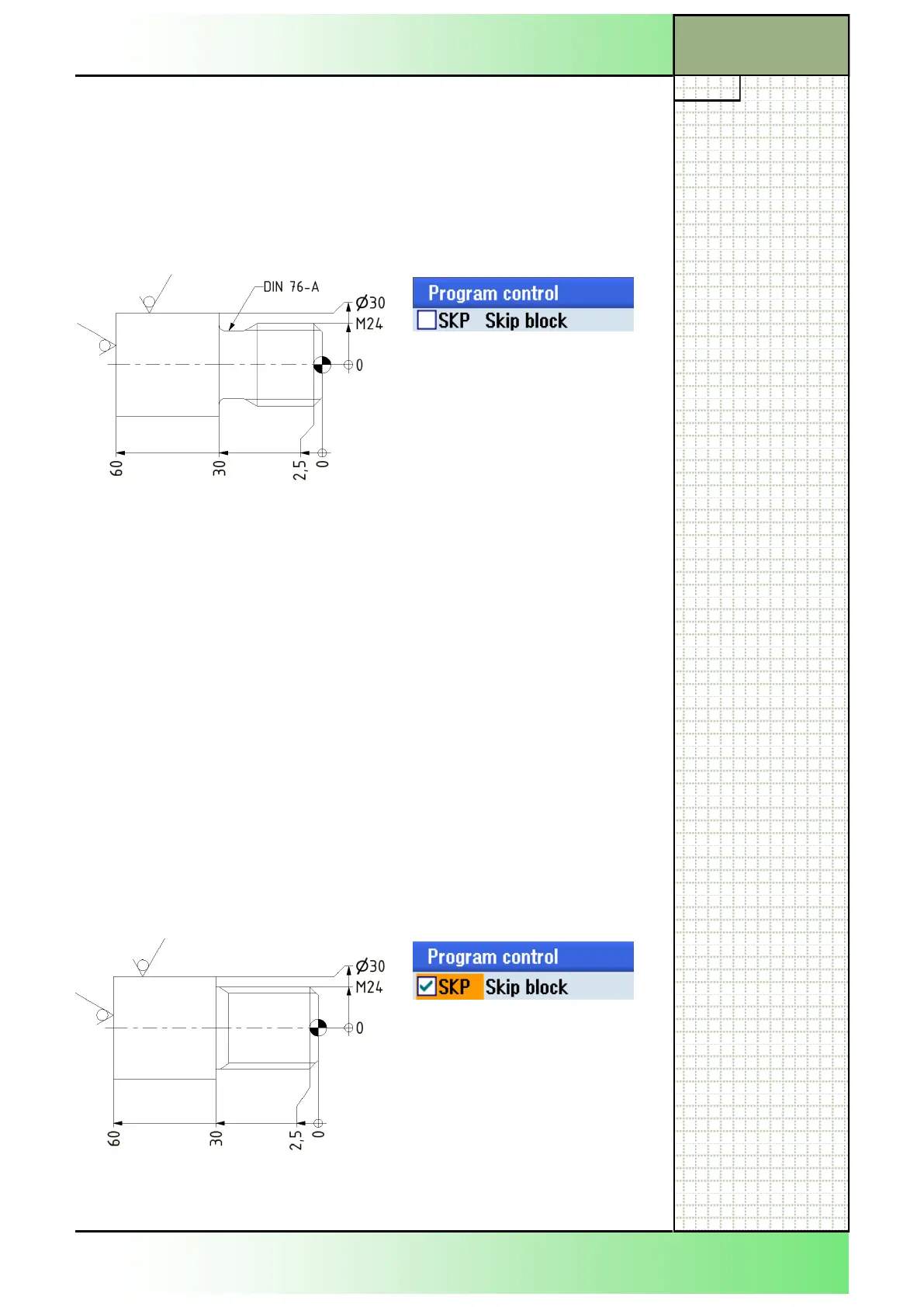
Studs with a thread size M24 are to be produced, some of which have a
thread relief as per DIN 76-A. You will now create a single program and
manipulate the machining using the optional block technique.
Stud with thread relief
Program section without roughing
Stud without a thread relief
N130 T2 ; Finishing tool
N140 G96 S200 F0.15 M4 D1
N150 G00 G42 X14 Z2.5 M8
N160 G01 X24 Z-2.5 ; Finishing
N170 Z-30
N180 X32
N190 G00 G40 Z2
/N200 CYCLE96(24,-30,"A",3) ; Optional block thread relief
N210 G00 X200 Z300
N220 T4 ; Thread cutting tool
N230 G97 S1500 M3 M8 D1
N240 CYCLE97(3,24,0,-27,24,24,10,2,1.84,0.03,30,0,6,3,3,1,2)
N250 G00 X200 Z300
N260 M30
The function “Skip block” is de-
activated; optional blocks will be
executed.
Block N200 will be executed.
The function “Skip block” is acti-
vated; optional blocks will not be
executed.
Block N200 is not executed.
 Loading...
Loading...



























