B510
B510 Page 4 840D/828D SINUMERIK Operate
Notes
Section 3
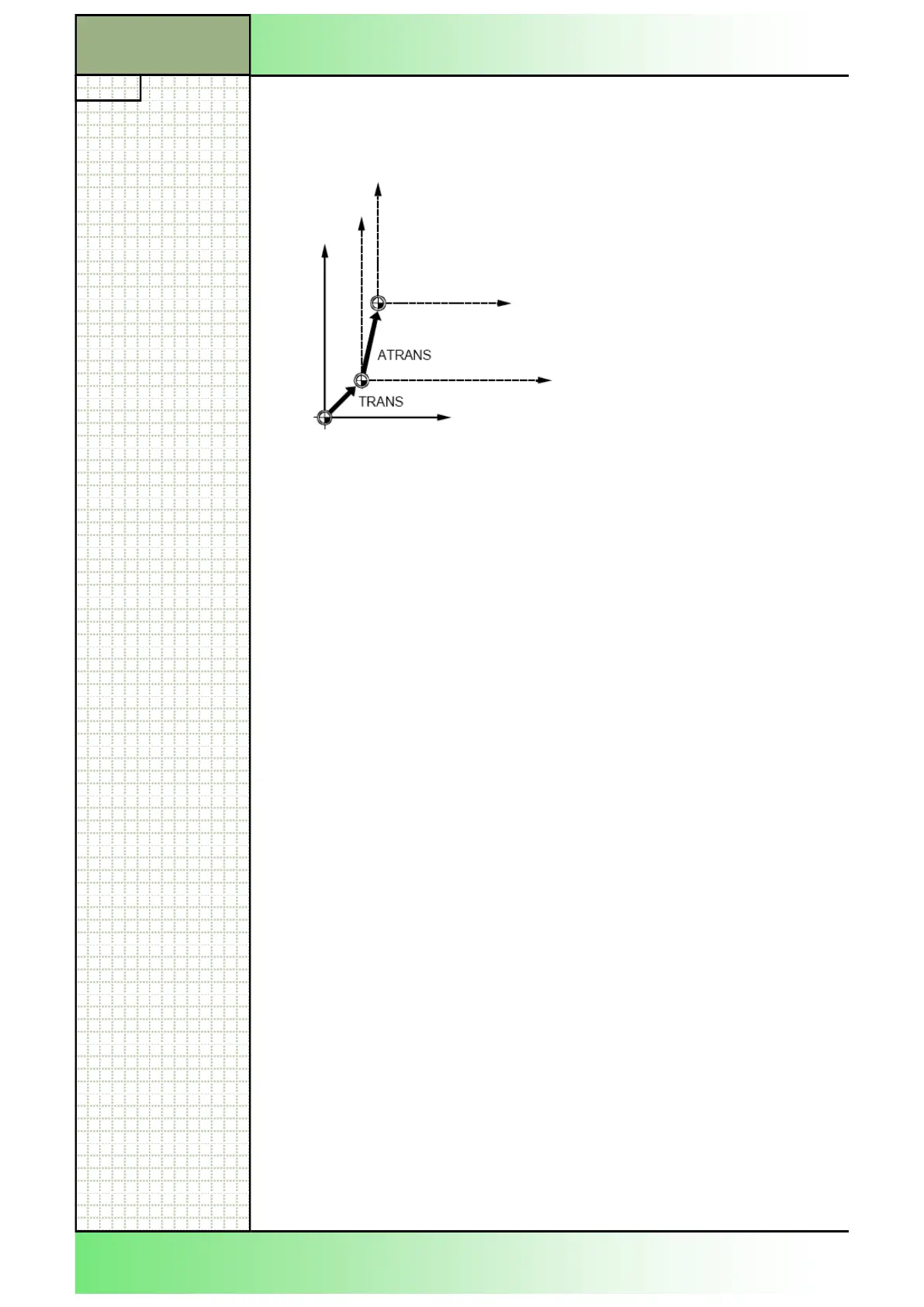
Offset of the coordinate system
To permit recurring machining operations to be carried out at various work
piece locations, a zero point offset can be programmed in all the available
axes.
Zero point offset absolute, as
referred to the presently valid
work piece zero point Code TRANS [X...] Z…
Programming example: Explanation:
N10 G18 G54 Turning plane G18 and zero point G54
activated
N80 TRANS Z-10 Zero point to Z-10 offset
N90 G00 X0 Z2 Rapid traverse motion to the now valid
coordinate point X0 and Z2
Zero point offset additive,
referred to the presently valid
work piece zero point or to possibly
previously activated Frames Code ATRANS X... Z…
Programming example: Explanation:
N10 G18 G54
...
N80 TRANS Z-10
N90 G00 X0 Z2
…
N200 ATRANS Z-5 The point already offset in block N80 is now
offset by a further -5 mm in Z
N210 G00 X0 Z2 Rapid traverse motion to the now valid
coordinate point X0 and Z2,
N250 TRANS Deletion of all frames, G54 is once more
active
N260 G00 X200 Z300
Z
X
e.g. G54
 Loading...
Loading...



























