840D/828D SINUMERIK Operate Page 5
B510
B510
Notes
The manufacture of washers from a bar is taken as a programming exam-
ple. In order to reduce the clamping times, three washers are to be ma-
chined in one setting after which the bar is to be pushed forward and the
program repeated.
The diameter of the raw is taken to be 40 mm. The protruding part is to be
at least 45 mm. The width of the parting tool is 3,1 mm.
Washer 1
The following editor extract shows the latter part of the program.
The offset in block N270 must be additive, since it always refers to itself
due to the repeating of the loop.
Hint:
In the summary of this section the whole of the program is shown.
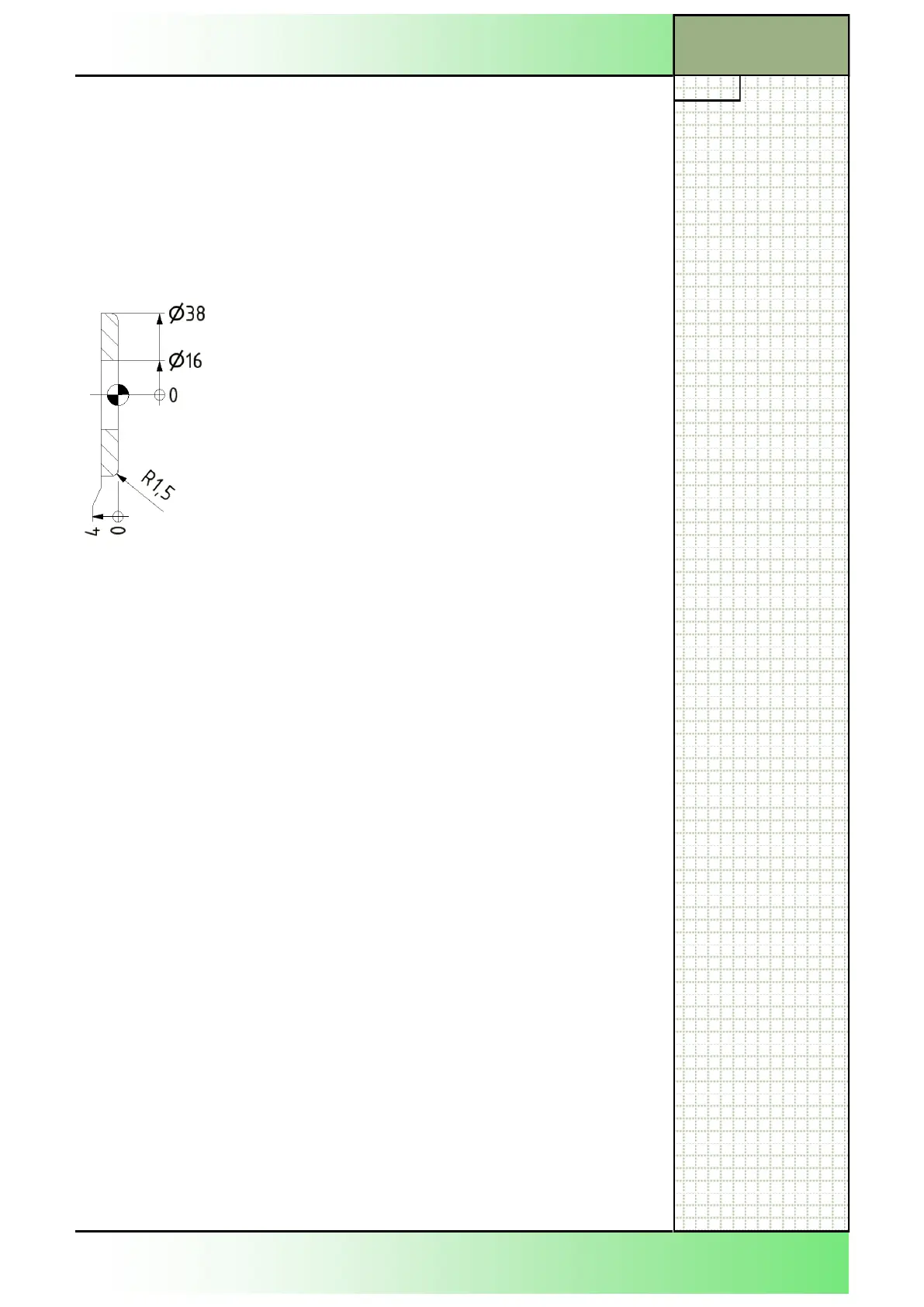
The following technology is being employed:
1. Facing to Z0.1.
2. Finish turning of the planar face and the di-
ameter 38 with R1,5.
3. Drilling the diameter 16 using a core drill.
4. Parting-off the washer.
5. Additive offset of the zero point in Z by -8 mm.
6. Repeat of the whole procedure 2 times.
7. Resetting the offset and end of program.
8. Feeding of the bar to an overhang 45 mm and
renewed program start.
N160 T10 ; Core drill Dm. 16
N170 G97 S2500 F0.15 M4 D1
N180 G00 X0 Z3 M8
N190 G01 Z-7
N200 G00 Z3
N210 G00 X200 Z300
N220 T3 ; Parting tool 3.1 wide
N230 G96 S140 F0.1 M4 D2 ; Right hand cutting edge activated
N240 G00 X40 Z-4
N250 G01 X14
N260 G00 X40
N270 ATRANS Z-8 ; Offset additive
N280 REPEAT LBL14 P2 ; Repeat
N290 TRANS ; Clearing the frame
N300 G00 X200 Z300
N310 M30
Offset of the coordinate system
Section 3
 Loading...
Loading...



























