B503
B503 Page 8 840D/828D SINUMERIK Operate
Notes
Straight line interpolation
Section 4
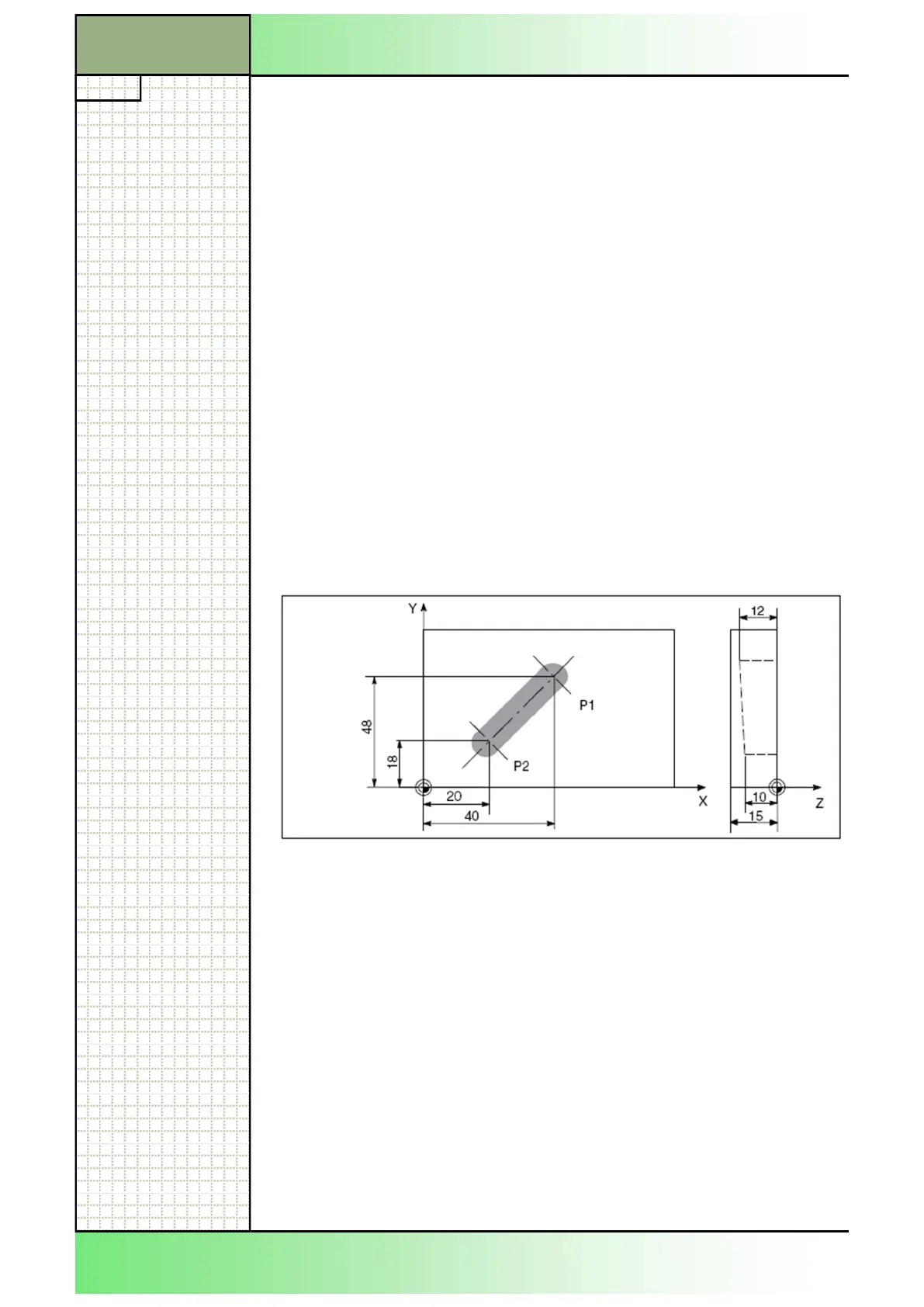
The example shown below describes the milling of the slot with mixed
cordinates input.
Program blocks such as the call-up of the tool etc., which have already
been dealt with, will not be repeated.
Important:
If any address letter “X”, “Y”, “Z” is not followed immediately by a numeri-
cal value, an equal-sign must be written instead.
Syntax: X=IC(…), Y=AC(…), Z...
Programming example under G90: Explanation:
….
N40 G90 G00 X40 Y48 Z2 M8 To the starting position P1 ab-
solute
N50 G01 Z=IC(-14) Incremental coordinate Z
N60 X20 Y=IC(-30) Z-10 Incremental coordinate Y
N70 Z2 F1000
….
Programming example under G91: Explanation:
N10 G91 Incremental dimensioning,
….
N40 G00 X=AC(40) Y=AC(48) Z=AC(2) To starting position P1 absolute
N50 G01 Z-14 Incremental coordinate Z
N60 X=AC(20) Y-30 Z2 Absolute coordinate X
N70 Z=AC(2) F1000 Absolute coordinate Z
….
4.2 Straight line interpolation with mixed programming
 Loading...
Loading...



























