B505
B505 Page 6 840D/828D SINUMERIK Operate
Notes
The indexing of the tool turret must always take place at a collision-proof
point within the work space of the turning machine.
For this the tool carrier is generally retracted well back into the positive
range of the work space (Please take into account the real traverse ranges
of your machine; the values used in the example are only exemplary!).
Programming example 1: Explanation:
N10 G18 G54 ...
N20 G00 X300 Z150 Approach of the tool changing point,
N30 T1; Roughing tool Indexing the turret to position T1
...
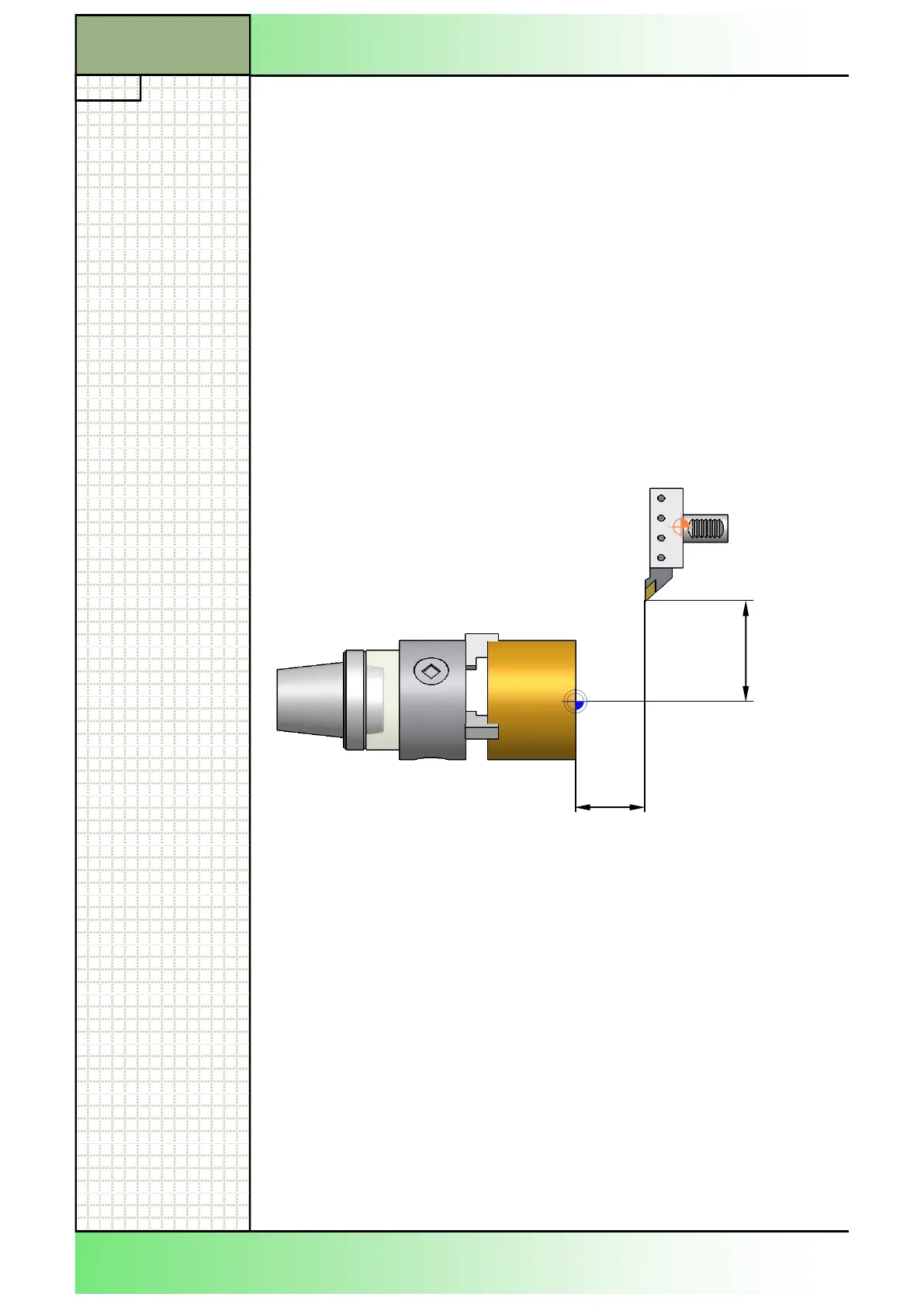
On this basis the tool carrier will traverse to various positions depending on
the active tool length (in X and Z) and the position of the work piece zero
point (It is always the tool tip that is being positioned).
Attention:
In case the next tool is going to be for instance a long boring bar, the tool
carrier must be repositioned along the longitudinal axis further away from
the work piece.
Otherwise there might be a danger of collision during the tool
change!
On the next page a suggestion for the programming of an independent tool
changing point will be found.
W
Pos. Z
Pos. X
Tool changing point
Section 5
 Loading...
Loading...



























