840D/828D SINUMERIK Operate Page 7
B505
B505
Notes
In order to approach a tool changing point that is independent of the length
of the tool and the presently active zero point offset, the following condi-
tions must be programmed:
Switching OFF of all the active offsets
or manipulations of the coordinate system Code SUPA
(operative block-by-
block))
Deactivation of the tool lengths in X and Z Code D0
(modally operative)
Programming example 2: Explanation:
N10 G18 G54 ...
N20 G00 X400 Z500 SUPA D0 Approach of tool changing point in the
MCS, without tool data
N30 T1; Roughing tool Indexing the turret to position T1
N40 D1 Call-up of the tool data for T1
…
Since by using the code SUPA any manipulations of the coordinate system
have been deactivated only for the programmed block, they do not need to
be reactivated.
But care must be taken, because after each tool change the required cut-
ting edge must be called up.
Hint:
The extent of programming for the approach of the tool changing point can
be reduced if for this purpose a subprogram is written (see Section 5 in this
module).
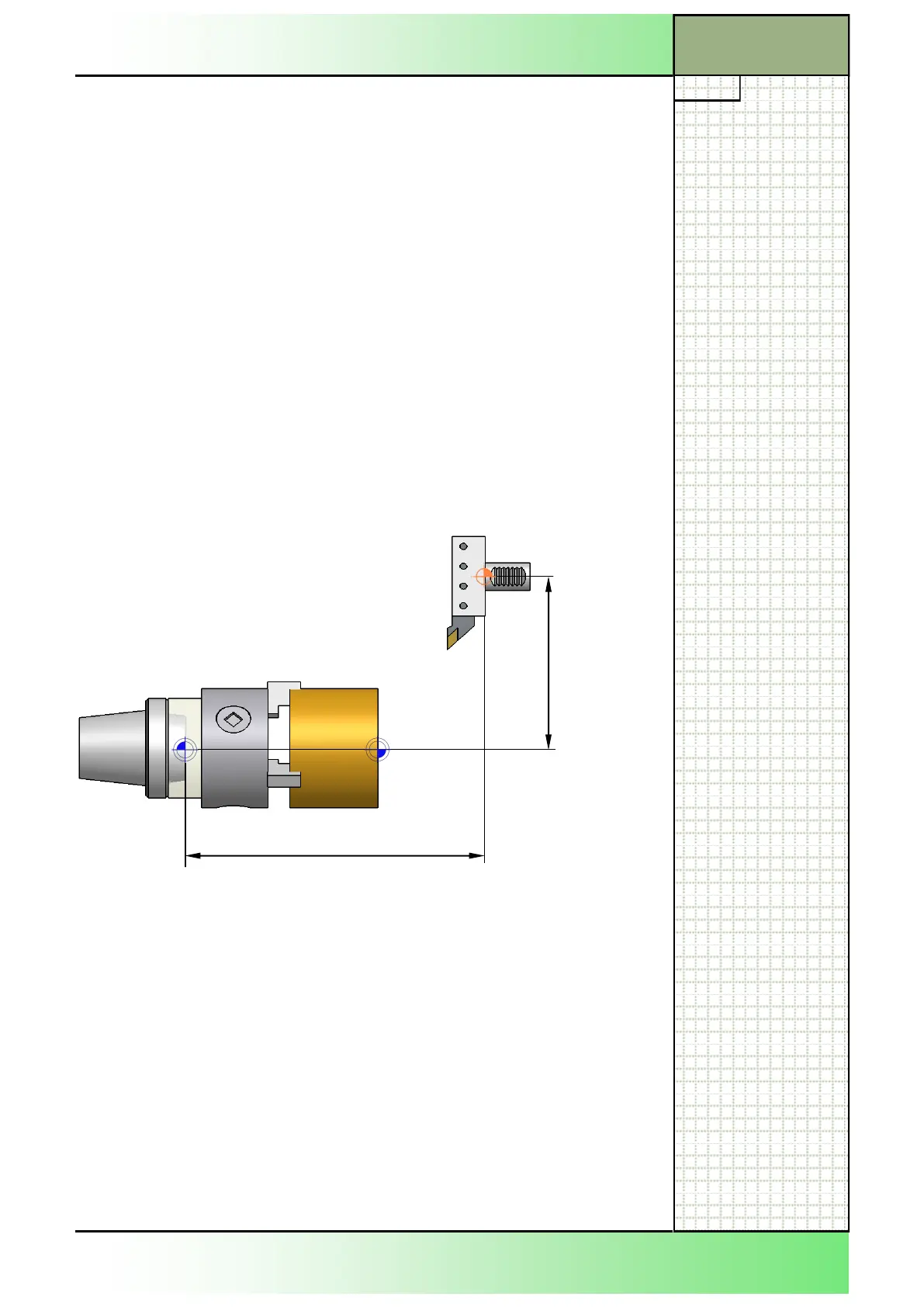
Pos. X
M W
Pos. Z
Tool changing point
Section 5
 Loading...
Loading...



























