Procedure
1. The part program or ShopMill program to be processed has been created
and you are in the editor.
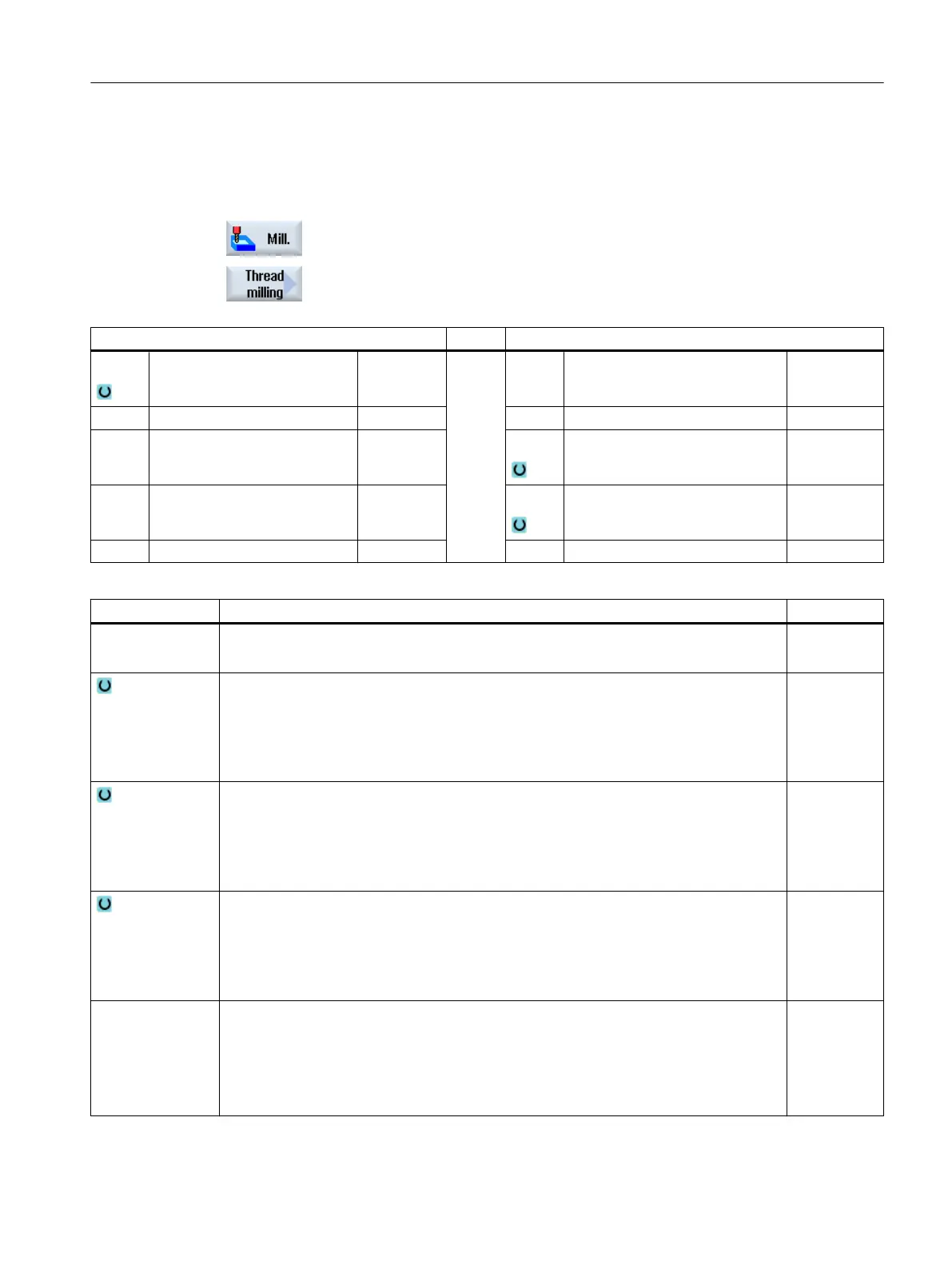
2. Press the "Milling" softkey.
3. Press the "Thread milling" softkey.
The "thread milling" input window opens.
Parameters, G code program Parameters, ShopMill program
PL Machining plane T Tool name
RP Retraction plane mm D Cutting edge number
SC Safety clearance mm F Feedrate mm/min
mm/tooth
F Feedrate * S / V Spindle speed or constant cutting
rate
rpm
m/min
Parameter Description Unit
Machining
● ∇ (roughing)
● ∇∇∇ (finishing)
Machining direction:
● Z0 → Z1
Machining from top to bottom
● Z1 → Z0
Machining from bottom to top
Direction of rotation of the thread:
● Right-hand thread
A right-hand thread is cut.
● Left-hand thread
A left-hand thread is cut.
Position of the thread:
● Internal thread
An internal thread is cut.
● External thread
An external thread is cut.
NT Number of teeth per cutting edge
Single or multiple toothed milling inserts can be used. The motions required are executed
by the cycle internally, so that the tip of the bottom tooth on the milling insert corresponds
to the programmed end position when the thread end position is reached. Depending on
the cutting edge geometry of the milling insert, the retraction path must be taken into
account at the base of the workpiece.
Programming technological functions (cycles)
10.2 Milling
Milling
Operating Manual, 08/2018, 6FC5398-7CP41-0BA0 473

 Loading...
Loading...














