ELECTRODES
Pendant le travail, les électrodes doivent rester nettoyées et
leur diamètre doit rester celui nécessaire pour le travail à
exécuter. Remplacer les électrodes détériorées.
Ne pas utiliser de produits collants pour éliminer les fuites sur
la jonction conique des électrodes. Pour faciliter l’extraction
de l’électrode et éviter le grippage du cône ainsi que les
pertes d’eau, on peut employer de la graisse à haute
conductivité.
CIRCUIT DE REFROIDISSEMENT (SEULEMENT ART. 7903)
Contrôler que l’eau de refroidissement circule et qu’elle soit
en quantité voulue. Contrôler que la température d’entrée est
comprise entre 10 et 30° C.
Contrôler l’état des tuyaux d’eau ainsi que des connexions
correspondantes.
Si la machine reste inactive pendant l’hiver dans des locaux
sans chauffage, il est nécessaire de vider et bien vider le
circuit de refroidissement pour éviter que le gel de l’eau
n’endommage la machine.
CIRCUIT ELECTRIQUE
Contrôler périodiquement la mise à terre de l’installation.
Vérifier les conditions du câble d’alimentation.
ENTRETIEN EXTRAORDINAIRE
Si la soudeuse chauffe trop contrôler que la cadence n'est pas
trop haute (tableau 4), le diamètre de la pointe de l’électrode
soit correct (tableau 2); dans les modèles refroidis par eau
vérifier que l’eau circule en quantité suffisante. Sur le seul art.
7903 on a prévu une protection thermostatique qui cause l’arrêt
du soudage si l’eau circule en quantité insuffisante. Le
thermostat ne protège pas le transformateur contre la surcharge
de travail.
Si les performances sont inférieures aux prévisions, contrôler:
qu’il n’y ait pas de chute de tension supérieure à 15%
pendant le soudage;
que la section des câbles d’alimentation est correcte;
que le diamètre des électrodes est conforme aux opérations à
effectuer;
sur les art. 7903, que l’eau de refroidissement circule en
quantité voulue.
PIECES DETACHEES
Utiliser les vues éclatées et la liste des pièces détachées qui est
au fond du manuel afin d’identifier la référence des pièces
nécessaires. Le premier chiffre du numéro de code signifie:
1.... pièces normalisées que l’on trouve facilement (vis,
écrous rondelles, etc...)
2.... pièces commerciales que l’on peut acheter partout si
de qualité équivalente (interrupteurs, tubes, etc..)
3.... pièces produites par TECNA.
4.... pièces produites par TECNA
5.... circuits électroniques construits par TECNA.
7.... sous-groupes formés de différentes pièces qui, pour
plus de commodité, sont fournis avec pré-assemblage.
Toute pièce détachée standardisée ou commerciale est
disponible. Au moment de la commande, veuillez indiquer
toujours la référence et la quantité des pièces détachées, et
puis la tension, la fréquence, le numéro de série et l’année de
production de la machine pour laquelle les pièces sont
commandées. L’astérisque qui suit la référence signifie que la
pièce change à partir de la tension d’alimentation.
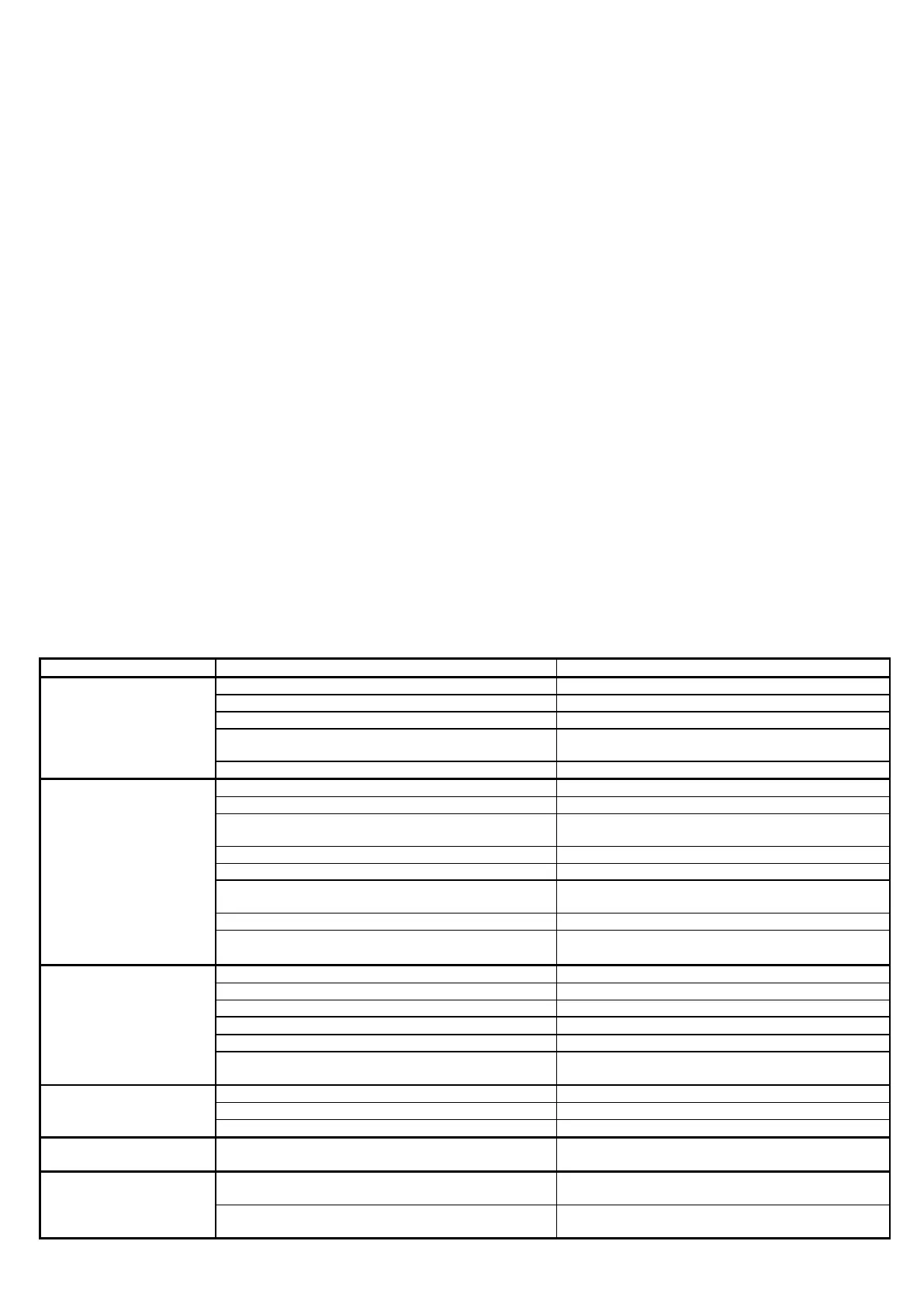
RESOLUTION DES DEFAUTS DANS LE SOUDAGE
Ce paragraphe a été inséré pour faciliter la recherche des causes des défauts les plus fréquents dus à un mauvais réglage. Il faut
rappeler que chaque défaut peut être causé par des causes différentes car il y a beaucoup de paramètres qui conditionnent le
soudage. Le tableau se réfère au soudage par points sur acier à basse teneur de carbone, mais il peut être utile aussi, avec les
précautions nécessaires pour des applications différentes.
Temps de soudage insuffisant.
Force aux électrodes excessive.
Entretien des électrodes insuffisant ou diamètre
excessif.
Nettoyer et aligner les électrodes et restaurer leurs
dimensions.
Mauvais contact entre les pièces.
Augmenter la force aux électrodes.
Peinture ou saleté entre les pièces.
Refroidissement des électrodes insuffisant.
Contrôler le circuit de refroidissement.
Mauvais contact entre les pièces ou entre électrodes
et pièces.
Augmenter la force aux électrodes en augmentant
la pression.
Courant de soudage excessif.
Temps de soudage excessif.
Diamètre électrode trop petit.
Dresser le diamètre à la valeur indiquée sur le
tableau.
Force de soudage insuffisante.
Augmenter la pression de soudage.
Les électrodes ne serrent pas correctement les
pièces.
Courant de soudage excessif.
Force de soudage insuffisante.
Nettoyer avec papier émeri fin.
caractérisées par cratères
Mauvais contact entre les pièces ou électrodes et pièces.
Augmenter la force aux électrodes.
Mauvais alignement des pièces.
Corriger la position des pièces.
Déformation des points des électrodes.
Reporter les pointes des électrodes aux
dimensions correctes.
Collage des pièces sur les
Courant de soudage excessif.
Diamètre des électrodes insuffisant.
Reporter les électrodes aux dimensions correctes.
Force de soudage insuffisante.
Augmenter la pression de soudage.
Vie réduite des électrodes
et des connexions (21).
Electrodes trop petites par rapport au travail à
exécuter.
Contrôler les dimensions et le diamètre de contact
des électrodes.
Vie des connexions au
secondaire réduite et
Surchauffe causée par le serrage insuffisant de la
connexion flexible.
Serrer bien les vis de fixation.
Surchauffe excessive causée par une fréquence de
travail trop importante.
Réduire la fréquence de travail.
"РУТЕКТОР" - сертифицированный дистрибьютор TECNA S.p.A. на территории РФ. rutector.ru info@rutector.ru 8 800 100 00 69
 Loading...
Loading...