Bei wassergekühlten Armen ist zum Abdichten der Elektroden
gegen Wasserverlust und zur Vermeidung des Festsitzens
am Konus, eine Cu-Dichtungspaste zu verwenden.
KÜHLUNG (NUR ART. 7903)
Prüfen, ob Wasser in der notwendigen Menge zirkuliert und
ob die Eingangstemperatur zwischen 10°- 30°C liegt.
Wasserschläuche und deren Anschlüsse kontrollieren.
Wenn die Zange nicht betrieben wird und im Winter in einem
ungeheizten Raum steht, muss das Kühlwasser abgelassen
werden, damit sie durch Gefrieren des Wassers nicht
beschädigt werden kann.
ELEKTRIK
Regelmässig Erdung der Anlage kontrollieren.
Netzkabel kontrollieren.
AUSSERORDENTLICHE WARTUNG
Bei Überhitzung der Punktschweisszange prüfen, ob der
Arbeitstakt zu schnell ist (Tab.4) und ob der Durchmesser der
Elektrodenspitze korrekt ist (Tab.2); bei den wassergekühlten
Zangen prüfen, ob genügend Wasser zirkuliert.
Auf Art. 7903 ist ein Thermostat vorgesehen, der bei
unzureichender Wasserzirkulation die Schweissung blockiert.
Der Thermostat schützt den Transformator nicht vor
Überlastung.
Bei verminderter Leistung kontrollieren:
ob die Netzspannung während der Schweissung mehr als
15% sinkt.
ob der Querschnitt der Netzkabel ausreicht.
bei Art. 7903: ob Kühlwasser in der notwendigen Menge
zirkuliert.
ob der Durchmesser der Elektrodenspitze für die Arbeit richtig
ist.
ERSATZTEILE
Zur Identifizierung der Code-Nummern sind die
Ersatzteilzeichnungen und Ersatzteillisten in der
Bedienungsanleitung zu benützen.
Die erste Ziffer des Codes bedeutet:
1.... handelsübliche Normteile (Schrauben, Muttern,
Scheiben usw.).
2.... handelsübliche Teile, die sofern qualitätsentsprechend,
überall beziehbar sind Schalter, Schläuche usw.)
3.... von TECNA erzeugte Ersatzteile.
4.... von TECNA erzeugte Ersatzteile
5.... von TECNA erzeugte elektronische Bauteile
7.... Untergruppen bestehend aus verschiedenen
Einzelteilen, die einfachheitshalber nur zusammengestellt
geliefert werden.
Alle Ersatzteile sind immer von TECNA lieferbar.
Bei Bestellung von Ersatzteilen müssen immer Code-Nummer,
Menge, Volt, Frequenz, Seriennummer und Baujahr der dafür
bestimmten Maschine angegeben werden.
Die Nummer mit * bedeutet, dass die Code-Nummer des
Ersatzteils entsprechend Spannung und Frequenz ist.
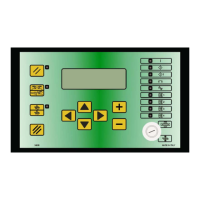
ABHILFE SCHWEISSDEFEKTE
Dieser Abschnitt dient zur Ermittlung der Ursache von Defekten auf Grund falscher Einstellung. Es wird betont, dass jede Art von Defekt
verschiedene Ursachen haben kann, da zahlreiche Parameter auf die Schweissung Einfluss haben. Die Tabelle bezieht sich auf
Punktschweissen von Stahl mit geringem Anteil von Kohlenstoff, kann aber mit den entsprechenden Berücksichtigungen auch für
andere Anwendungen nützlich sein.
Unzureichende Schweisszeit.
Zu hoher Elektrodendruck.
Schwache Wartung der Elektroden oder zu grosse
Elektrodenspitze.
Elektroden reinigen, ausrichten und
Spitze nachformen.
Schlechter Kontakt zwischen den Werkstücken.
Lack oder Schmutz zwischen den Werkstücken.
Unzureichende Kühlung der Elektroden.
Kühlwasser kontrollieren
Spritzrohrlänge kontrollieren
Schlechter Kontakt zwischen den Werkstücken
oder zwischen Elektroden und Werkstücken.
Elektrodenspitze zu klein
Elektrodenspitze nachformen (Wert s.
Tabelle).
Unzureichender Elektrodendruck
Elektroden halten das Werkstück nicht korrekt
Unzureichender Schweissdruck.
Schweissungen verbrannt oder mit
Mit feinem Schmirgelpapier reinigen.
Schlechter Kontakt zwischen den Werkstücken
oder zwischen Elektroden und Werkstücken.
Schlechte Ausrichtung der Werkstücke.
Verformung der Elektrodenspitzen.
Auf korrektes Ausmass nachformen.
Verkleben der Werkstücke.
Unzureichender Elektrodenspitzendurchmesser.
Auf korrektes Ausmass nachformen.
Reduzierte Lebensdauer der
Elektroden und des Strombandes (21)
Unterdimensionierte Elektroden
Ausmass und Kontaktfläche
kontrollieren.
Reduzierte Lebensdauer des
Sekundäranschlusses und Oxydation
Überhitzung durch unzureichende Spannung des
Strombandes.
Überhitzung durch zu schnellen Arbeitstakt .
"РУТЕКТОР" - сертифицированный дистрибьютор TECNA S.p.A. на территории РФ. rutector.ru info@rutector.ru 8 800 100 00 69