ANSCHLUSS KÜHLUNG (NUR ART. 7903)
Für die korrekte Kühlung der Maschine werden 150 l/h sauberes
Wasser mit Vorlauftemperatur von max. 30 °C benötigt. Beim
Anschluss ist darauf zu achten, dass in den Schläuchen kein
Schmutz und keine Verpackungsreste sind. Den Wasserzugang
am Vorlauf G und den Wasserabgang am Rücklauf H
anschliessen, sodass das kalte Wasser zuerst die leicht
erhitzbaren Maschinenteile erreichen kann.
Es kann mit Wasserdurchlauf ab Frischwasserversorgung, oder
mit Durchlaufkühlgerät gearbeitet werden. Bei Wasserdurchlauf
oder Kühlgerät und bei Arbeit mit hoher Feuchtigkeit soll kein
sehr kaltes Wasser verwendet werden, da dadurch
Kondenswasser in der Maschine entsteht. Bei stark kalkhaltigem
Wasser ist ein Enthärter am Eingang des
Kühlwasseranschlusses der Maschine zu verwenden, damit
Verkalkungen in den Kühlungsleitungen vermieden werden, um
die Beschädigung der Maschine zu vermeiden. Bei
Wasserdurchlaufkühlung muss dieser Enthärter vor dem
Anschluss des Kühlwasserbehälters angebracht werden.
ARBEIT
Vor Anschluss der Punktschweisszange an das Netz muss
geprüft werden, ob die Netzspannung mit der Netzspannung der
Punktschweisszange übereinstimmt, ob der Stecker und die
Anlage in gutem Zustand sind und ob der Leitungsquerschnitt
entspricht (s.Tab.5)
Prüfen, ob die Leistungen innerhalb der Werte der Tabellen 3
und 4 liegen.
Vor Arbeitsbeginn müssen folgende Einstellungen gemacht
werden:
1 - Einstellung der Arme und Elektroden
2 - Einstellung des Elektrodendrucks
3 - Einstellung der Schweissparameter
Nachstehende Paragraphen beschreiben genau diese
verschiedenen Einstellungen.
Vor Arbeitsbeginn sind
die vorgeschriebenen
Sicherheitsvorschriften zu prüfen.
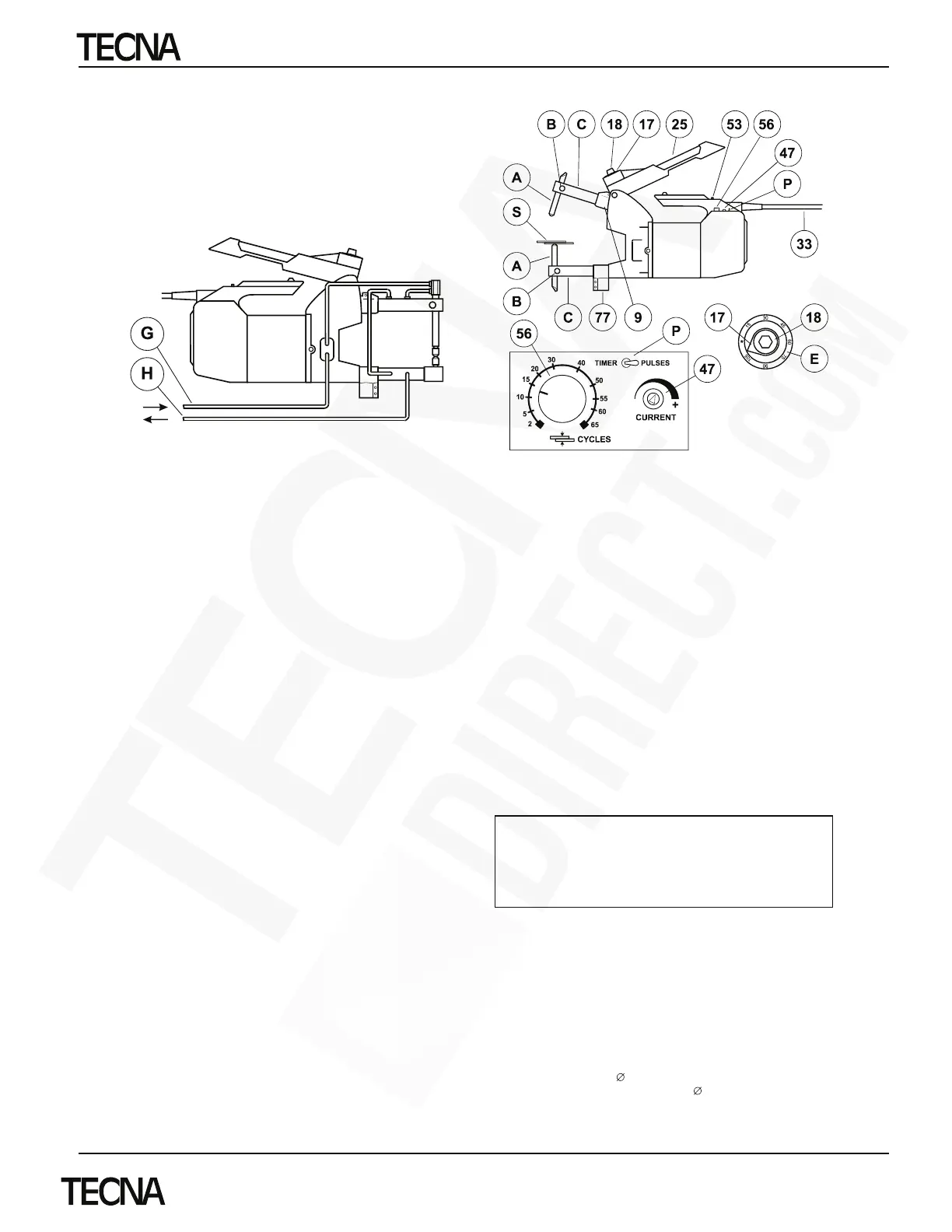
Beim Schliessen der Elektroden mit Hebel (25) wird der Taster
(53) betätigt, der den Timer aktiviert: der Schweisstrom fliesst.
Elektrodendruck 0,2”-0,8” nach Stromdurchfluss wegnehmen;
diese Verspätung verbessert die Haltbarkeit des Punktes
Die Elektroden dürfen nicht zur forcierten Annäherung der
Werkstücke benützt werden.
Die Elektroden müssen immer sauber sein und dürfen nicht
deformiert sein. Die konisch abgestumpften Elektroden müssen
den für die Schweissaufgabe erforderten Durchmesser
beibehalten.
A Elektroden
B Elektrodensperre
C Arme
E Skala Elektrodendruck
P Schalter Timer-Pulsationen (nur Version P)
9 beweglicher Armhalter
17 Anzeige Elektrodendruck
18 Einstellung Elektrodendruck
25 Hebel Elektrodendruck
33 Netzkabel
47 Einstellung Strom (nur Serie 7902-7903)
53 Auslösetaster Schweissung
56 Einstellung Schweisszeit
77 Armhalter
Vor Arbeitsbeginn sind die Schweissbedingungen auf zwei
Musterblechen zu testen. Der Punkt ist korrekt, wenn die
Schweisstelle beim Zugversuch ausknöpft (d.h. im Blech ein
Loch verursacht) und wenn der Verdrehungsbruch eine saubere
Stelle ohne Porosität aufweist (Fig.5)
Nach Beendigung der Arbeit Maschine abschalten und Netz-
schalter abschalten.
Punktschweisszange nicht am Kabel zerren. Stecker nicht am
Kabel ziehen. Kabel fern von Hitze, Oel und scharfen Kanten
halten.
Nur Art. 7903.
Das Kühlwasser muss noch einige Minuten nach der
Schweissung in der Zange zirkulieren, um die Kühlung der
Zange zu ermöglichen. Bei unbenützter Zange soll das
Kühlwasser nicht unnötig geöffnet sein, damit kein
Wasserverlust oder Kondenswasser entstehen
können.
EINSTELLUNG
Einstellung der Arme und Elektroden
Die Elektroden A, die das Werkstück halten, müssen mit den
Armen C parallel sein und Elektrodenspitzen müssen genau
aufeinanderpassen (Fig.1).Zur Einstellung Sperre B lockern,
Elektrode A verstellen und neuerlich sperren. Wenn notwendig,
können Arme bis zu max.6 mm aus der Halterung gezogen
werden. (Fig.2).
Das Abmontieren und die Einstellung der Elektroden erfolgt bei
Armen mit Elektroden
12 (Serie 74XX): Schraube der Sperre
B lockern; bei Armen mit Elektroden
10 (Serie 75XX): Stift mit
leichtem Hammerschlag entsperren; bei wassergekühlten Armen
werden die Elektroden mit einem Elektrodenschlüssel
abmontiert.
7900 - 7902 / 7902P - 7903 / 7903P
DIRECT.COM
4943 Driscoll Road ¥ Warrensville Heights, OH 44146 USA
www.TECNADirect.com
PAGE 18
844-44-TECNA
DIRECT.COM