REGOLAZIONE
Messa a punto dei bracci e degli elettrodi
Con gli elettrodi A che stringono i pezzi da saldare, i bracci C
devono essere paralleli e le punte degli elettrodi debbono
coincidere (fig. 1). Per la regolazione allentare il bloccaggio B,
spostare l'elettrodo A e bloccare di nuovo. Se necessario sfilare i
bracci fino ad un massimo di 6 mm (fig. 2).
Lo smontaggio e la regolazione degli elettrodi si esegue
allentando la vite del bloccaggio B nei bracci con elettrodi
12
(serie 74XX), oppure sbloccando la spina con un moderato colpo
di martello per gli elettrodi
10 (serie 75XX). Nei bracci
raffreddati gli elettrodi si smontano utilizzando una chiave.
Dipendentemente dal lavoro da eseguire la punta degli elettrodi
può essere sagomata con due forme diverse:
PUNTA SFERICA
Con questa forma non è necessario un adattamento
dell’elettrodo allo spessore da saldare e la
manutenzione è più facile e veloce. L’affilatore
consegnato in dotazione (solo serie 7900-7902)
consente di ripristinare velocemente la condizione
originale degli elettrodi. L’affilatore va utilizzato su un trapano
con velocità di 300-600 giri al minuto.
Gli elettrodi con punta sferica non sono adatti ad essere utilizzati
su bracci con lunghezza superiore ai 250 mm.
PUNTA TRONCO-CONICA
Con questa forma è possibile ottenere i migliori
risultati qualitativi. La punta tronco-conica riduce
inoltre l'impronta degli elettrodi sulle lamiere. Il
diametro di contatto dell’elettrodo con la lamiera deve
essere adatto allo spessore della lamiera stessa (vedi
tab.2). Se gli spessori da saldare sono diversi tra loro, il diametro
di contatto di ogni elettrodo è in relazione allo spessore della
lamiera con cui viene a contatto (fig. 4). I diametri della
punta
dell’elettrodo indicati in tabella 2 non devono essere superati per
evitare riscaldamento eccessivo e punti errati. La punta tronco-
conica può essere ottenuta da quella sferica utilizzando una lima
interposta fra gli elettrodi (vedi fig.3)
Gli elettrodi dei bracci raffreddati vanno sempre sagomati con
punta tronco-conica.
Prima di iniziare la saldatura è sempre opportuno sistemare gli
elettrodi con una lima fine o con tela abrasiva.
Quando si utilizza la punta tronco-conica i migliori risultati si
ottengono utilizzando della tela abrasiva avvolta su un supporto
dello stesso spessore delle lamiere da saldare.
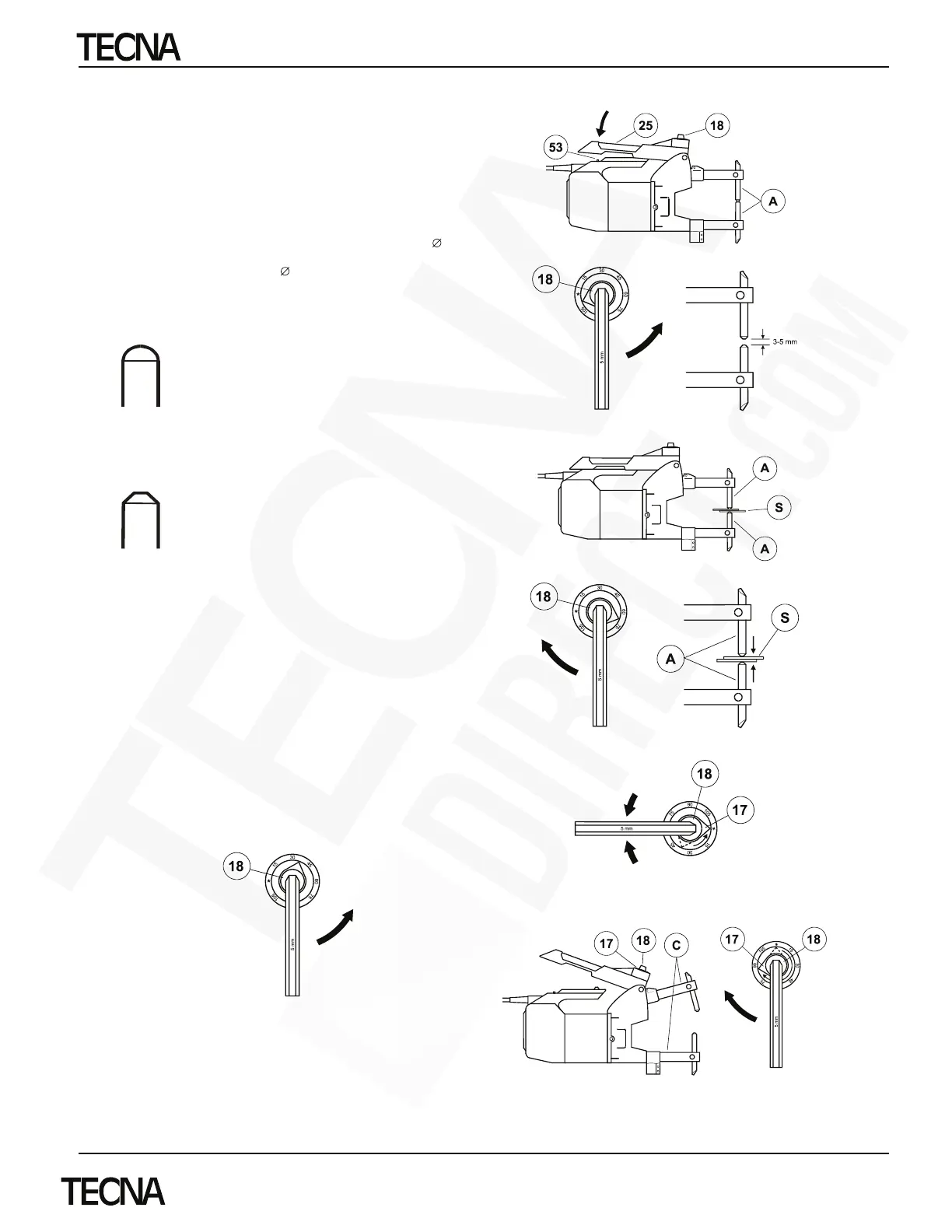
Regolazione della forza agli elettrodi
La saldatrice è dotata di un sistema di regolazione della forza
agli elettrodi che consente di conoscere il valore regolato. Prima
di effettuare la regolazione è necessario azzerare l’indicatore di
forza come indicato a seguito:
1) Sezionare la saldatrice dall’alimentazione elettrica.
2) Allentare la vite 18 con la chiave allen di 5 mm.
3) Abbassare la leva (25) fino ad azionare il pulsante (53).
4) Allentare la vite (18) fino ad allontanare di alcuni mm gli
elettrodi (A) tra di loro.
5) Disporre tra gli elettrodi (A) le lamiere (S) da saldare.
6) Ruotare in senso orario la vite (18) finché gli elettrodi (A)
stringono debolmente le lamiere (S).
7) Tenendo ferma la vite (18), portare l’indice (17) sullo zero.
Terminato l’azzeramento è possibile impostare direttamente il
valore di forza agli elettrodi richiesto ruotando la vite (18) in
senso orario con i bracci (C) aperti.
Il valore da utilizzare varia in relazione allo spessore delle
lamiere da saldare, può essere selezionato basandosi su
esperienza personale o tabelle di saldatura (vedi tab. 2).
7900 - 7902 / 7902P - 7903 / 7903P
DIRECT.COM
4943 Driscoll Road ¥ Warrensville Heights, OH 44146 USA
www.TECNADirect.com
PAGE 04
844-44-TECNA
DIRECT.COM