The electrode tip can have two different shapes according to the
work to be carried out:
DOME TIP
With this shape, it is not necessary to match the
electrodes to the piece to be welded and maintenance
is easier and quicker. The sharpener supplied as
standard (range 7900-7902 only) will quickly restore to
good condition the electrodes. The sharpener should
be used on a drill at a speed of 300-600 rpm.
The dome tip electrodes are not suitable for use on arms longer
than 250 mm.
TRUNCATED TIP
With this shape it is possible to have a better quality.
The truncated tip reduces the electrodes impression
on the sheets. The contact diameter of the electrodes
must be suitable to the thickness of the sheet itself
(see tab. 2). If the workpieces have different
thickness, the contact diameter of each electrode is
related to the thickness of the sheet it is in contact with (fig. 4).
The diameters of the
electrodes tips shown in table 2 must not
be exceeded as this could cause overheating and poor welds.
The truncated tip can be made out of the dome one by means of
a file positioned between the electrodes (see fig. 3).
The electrodes on the water-cooled arms must always have the
truncated tip.
Before starting welding it is always advisable to dress electrodes
with a fine file or emery paper.
When using the truncated tip, best results are achieved by
wrapping emery paper around a support of the same thickness
as the sheets to be welded.
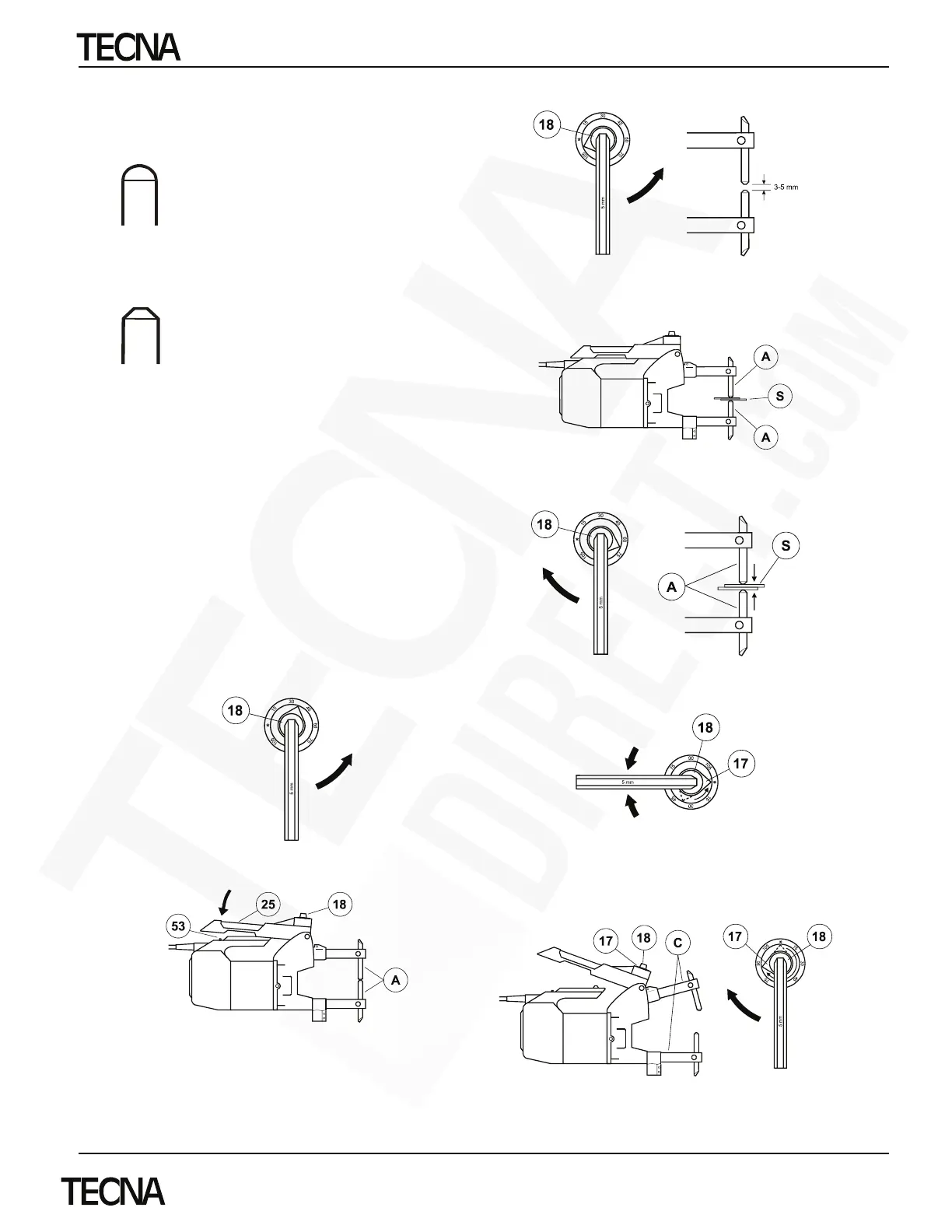
Electrode force adjustment
The welder is equipped with a force adjustment system allowing
to know the set value. Before adjusting, it is necessary to set to
zero the force indicator according to the following instructions:
1) Disconnect the welder from the mains supply.
2) Slacken screw 18 by means of 5 mm Allen key.
3) Press down lever (25) until push-button (53) is activated.
4) Slacken screw (18) until electrodes (A) are apart one from the
other a few mm.
5) Place sheets (S) to be welded between electrodes (A).
6) Turn screw (18) clockwise until electrodes (A) slightly tighten
sheets (S).
7) Keep still screw (18), and move index (17) to zero.
After setting the zero value, it is possible to directly adjust the
required electrodes force value by turning clockwise screw (18)
with arms (C) open.
7900 - 7902 / 7902P - 7903 / 7903P
DIRECT.COM
4943 Driscoll Road ¥ Warrensville Heights, OH 44146 USA
www.TECNADirect.com
PAGE 09
844-44-TECNA
DIRECT.COM