Page 26 @)1&/2:(+.:4=&A02'/.)+'B&6=24'2&:4==&CD###DE#FDFEC#, Item 57863 57864
GH@<IJ KHLMI<MHMN<OHGLN&P<QRLMS P<QRLMS&ILTGG<IUT
O01+DI(1)09(
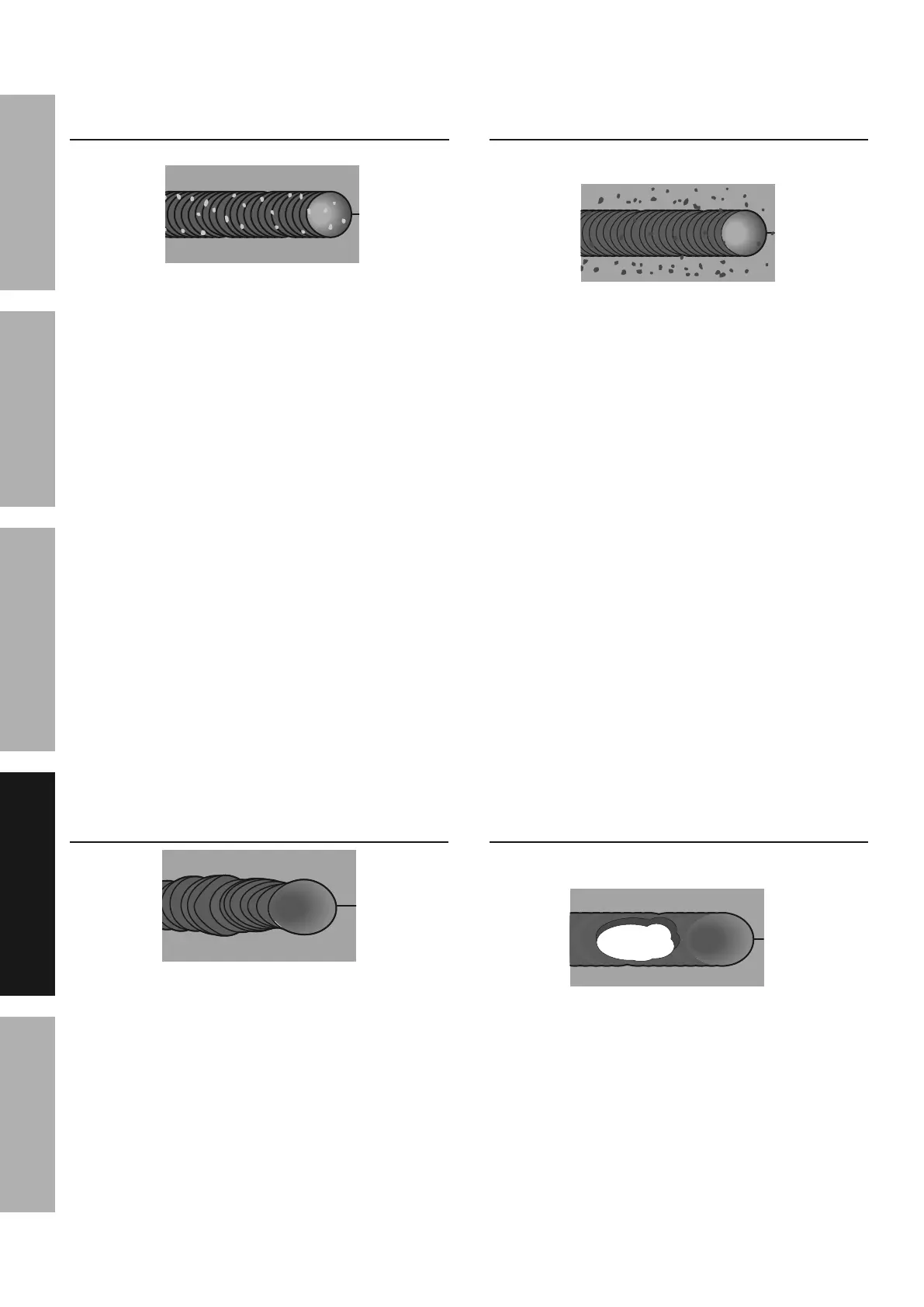
O4'2&;4/21.4=&;2=/'&4*4XB&&
=24Y.+9&4&()=2&.+&/(2&*2=>,
TWGGLOQ<&NHUG<G&HMR&GWQUILWMG
1. P)1]6.2:2&)Y21(24/.+95&
Reduce current and/or wire feed speed.
2. I14Y2=&'622>&/))&'=)*5
Increase travel speed and ensure
that travel speed is kept steady.
3. <\:2''.Y2&;4/21.4=&4/&*2=>5&
Reduce wire feed speed.
TOP
VIEW
N1))]2>7P4YX&O24>
TWGGLOQ<&NHUG<G&HMR&GWQUILWMG
1. L+4::014/2&*2=>.+95
Use two hands or rest hand on steady surface.
2. L+:)+'.'/2+/&/14Y2=&'622>5&
Maintain steady travel speed.
3. NIPR&/))&=)+95
Reduce CTWD.
TOP
VIEW
T)1)'./X
G;4==&:4Y./.2'&)1&()=2'&.+&/(2&324>,
TWGGLOQ<&NHUG<G&HMR&GWQUILWMG
1. L+:)112:/&6)=41./X5
Check that polarity is set correctly
for type of welding.
2. Insufficient shielding gas (MIG only):
Increase flow of gas.
Clean nozzle.
Maintain proper CTWD.
3. Incorrect shielding gas (MIG only):
Use shielding gas recommended by wire supplier.
4. R.1/X&*)1]6.2:2&)1&*2=>.+9&*.125
Clean workpiece down to bare metal.
Make certain that wire is clean and free
from oil, coatings, and other residues.
5. L+:)+'.'/2+/&/14Y2=&'622>5&
Maintain steady travel speed.
6. NIPR&/))&=)+95
Reduce CTWD.
TOP
VIEW
<\:2''.Y2&G64//21
@.+2&'64//21&.'&+)1;4=,&
G64//21&/(4/&.'&914.+X&4+>&=4192&.'&4&61)3=2;,
TWGGLOQ<&NHUG<G&HMR&GWQUILWMG
1. R.1/X&*)1]6.2:2&)1&*2=>.+9&*.125
Clean workpiece down to bare metal.
Make certain that wire is clean and free
from oil, coatings, and other residues.
2. L+:)112:/&6)=41./X5
Check that polarity is set correctly
for type of welding.
3. Insufficient shielding gas (MIG only):
Increase flow of gas.
Clean nozzle.
Maintain proper CTWD.
4. P.12&822>.+9&/))&84'/5&
Reduce wire feed speed.
5. NIPR&/))&=)+95
Reduce CTWD.
TOP
VIEW