1514
1. Digitale Spannungsanzeige
Die digitale Spannungsanzeige dient zur Anzeige der Ist-Spannung der Schweißstromquelle.
Im Programmiermodus dient sie außerdem zur Anzeige der Parameterwerte.
Inbetriebnahme
Inbetriebnahme
2. Betriebszustandanzeige
Die Betriebszustandsanzeige leuchtet auf, wenn der Ein-/Ausschalter in ON Stellung
befindet und der richtige Netzstrom vorhanden ist.
3. Anzeigeleuchte thermische Überlast
Als Schutzeinrichtung ist die Schweißstromquelle mit einem sich automatisch zurücksetzen-
dem Thermostat ausgestattet. Bei Überschreitung der Einschaltdauer der Stromquelle leu-
chtet die Anzeigeleuchte auf und weist damit auf Überhitzung des Geräts hin. Wenn die An-
zeigeleuchte anleuchtet, ist die Leistungsabgabe der Schweißstromquelle deaktiviert. So-
bald sich das Gerät abkühlt, erlischt diese Anzeigeleuchte, und der Übertemperaturzustand
wird zurückgesetzt. Beachten Sie, dass der Netzschalter eingeschaltet bleiben muss, damit
der Lüfter weiterlaufen kann und das Gerät somit ausreichend gekühlt wird. Schalten Sie bei
Thermischer Überlast das Gerät niemals aus.
4. Maximalstromstärke
Verstell Bereich
10 - 200 AMP (DC TIG und AC HF TIG Modus), 30 – 170 AMP ( Stick Modus)
Mit diesem Parameter wird im TIG-Mod us u n d S t i c k M o d u s die Stromstärke ein-
gestellt. M it diesem Parame ter wird auch die STICK Stromstärk e eingestellt.
5. Stromabsenkung
Einstellbar zwischen 0 – 10S
Dieser Parameter ist nur in den TIG-Schweißmodi aktiv und wird zur Einstellung der Zeit
verwendet, in der der Schweißstrom nach dem Betätigen des Brennerschalters auf den
Wert des Kraterfüllstroms abgesenkt wird. Diese Steuerung dient dazu, Krater zu besei-
tigen, die sich am Ende einer Schweißnaht bilden können.
6. Wellenausgleich
Einstellbar zwischen 10%-50%
Dieser Parameter ist nur in den AC TIG-Schweißmodi mit Wechselstrom aktiv und wird
dafür verwendet, das Verhaltnis zwischen Eindringtiefe und Reinigungswirkung des AC
Schweißstroms einzustellen. Generell wird der Wellenausgleich im Modus AC STICK auf
50% eingestellt. Mit dieser Einstellung wird das Verhaltnis zwischen Eindringtiefe und
Reinigungswirkung des Lichtbogens im Modus AC TIG verandert. Maximale Eindringtiefe
wird erzielt, wenn WAVE BALANCE auf 10% eingestellt ist. Maximale Reinigungswirkung
auf stark oxidierten Aluminium- oder Magnesiumlegierungen wird erreicht, wenn WAVE
BALANCE auf 50% eingestellt ist.
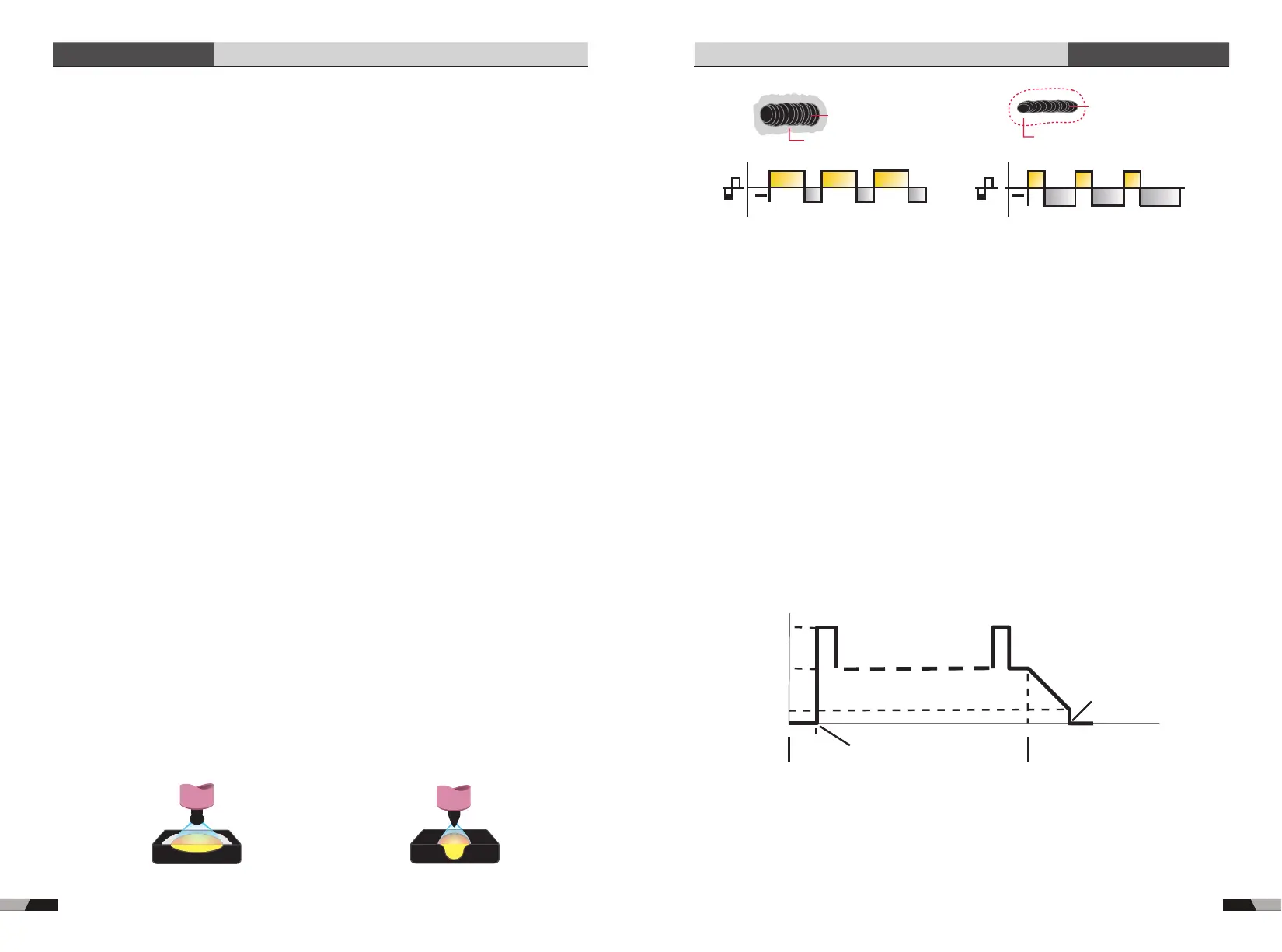
7. Grundstromstärke
Verstell Bereich
10 - 200 AMP (DC TIG Modus), 10 – 200 AMP (AC HF TIG Modus)
Sekundärstromstärke (TIG)/ Pulspausenstärke.
Breitere Schweißraupe und Reinigung Schmalere Schweißraupe, ohne sichtbare Reinigung
AC Balance Regelung
Steuert die Lichtbogenreinigung. Die Einstellung der % EN der AC-Welle steuert die
Breite der die Schweißnaht umgebenden Ätzzone.
Hinweis: Stellen Sie den AC-Balance-Regler für eine ausreichende Lichtbogenreinig
ung an den Seiten und vor der Schweißpfütze ein. AC Balance sollte fein abgestimmt
werden, je nachdem, wie schwer oder dick die Oxide sind.
Breitere Schweißraupe, gute Eindringtiefe
ideal für Aufbau Arbeiten
Narrower Bead, Good Penetration
Ideal For Buildup Work
Schweißraupe
Reinigung
Schweißraupe
Keine sichtbare Reinigung
8. Impulsfrequenz
Einstellbar zwischen 0.5HZ – 200 HZ
Mit diesem Parameter wird bei eingeschaltetem PULSE-Modus die IMPULSFREQUENZ
eingestellt.
9. AC/DC-Modus-Wahlschalter
AC/DC-Modus-Wahlschalter zum Umschalten zwischen Wechsel- und Gleichstrom in
den Schweißmodi LIFT TIG und HF TIG .
10. 2T/4T-Schalter (nur im Modus HF TIG und LIFT TIG)
Die Taste dient zum Umschalten des Brennerschaltermodus zwischen den Funktionalitäten
2T (normaler Modus) und 4T (Rastmodus).
2T-Modus (Normalmodus) In diesem Modus muss der Brennerschalter für die Dauer der
Schweißstromabgabe gedrückt bleiben.
Drücken Sie den Brennerschalter und halten Sie ihn gedrückt, um die Schweißstromquelle
zu aktivieren (schweißen). Geben Sie den Brennerschalter frei, um den Schweißvorgang
zu beenden
Ampere
hohe
Stromstärke
minimale
Stromstärke
geringe
Stromstärke
Gas
Vorlauf
Drücken & Halten
des Auslösers
Entzündung des Lichtbogens
Loslassen
des Auslösers
Gas Nachlauf
Erlöschen des Lichtbogens
Stromabsenkung
Zeit
Dieser Schweißmodus wird vorwiegend für lang andauernde Schweißvorgänge verwendet,
um die Ermüdung des Schweißers zu reduzieren. In diesem Modus kann der Schweißer den
Brennerschalter drücken und wieder freigeben, die Schweißstromabgabe wird dabei nicht
unterbrochen. Zum Deaktivieren der Schweißstromquelle muss der Brennerschalter erneut
gedrückt und freigegeben werden. Auf diese Weise muss der Schweißer den Brennerschalter
nicht ständig gedrückt halten.
AC/DC SERIENAUSRÜSTUNGAC/DC SERIENAUSRÜSTUNG