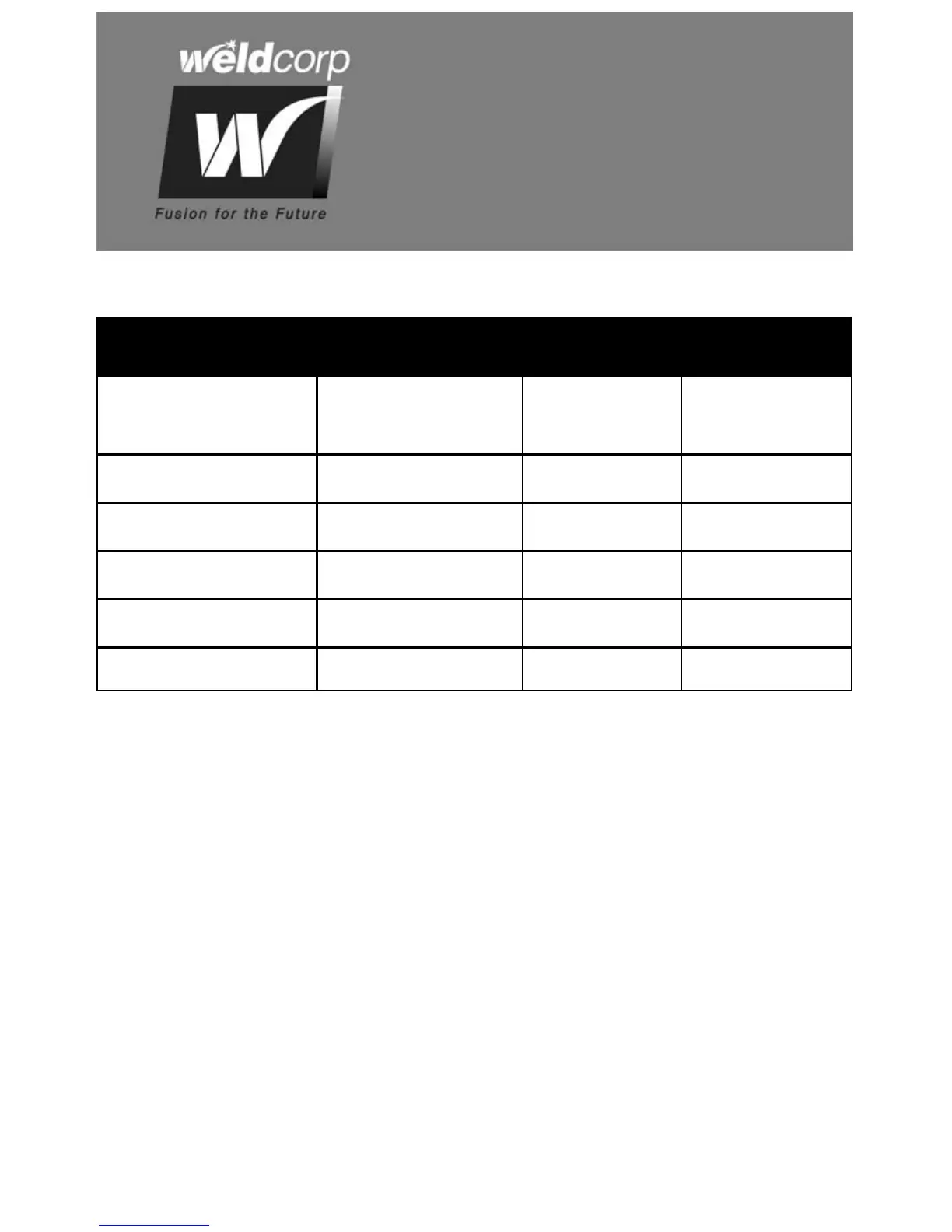
Weldable Metal
Thickness
Minimum
Current [A]
Maximum
Current [A]
1.20—1.50 mm 30 50
1.50—2.00 mm 40 80
2.00—4.00 mm 60 100
4.00—6.00 mm 100 130
6.00—7.00 mm 120 170
TABLE FOR SELECTION OF THE WELDING CURRENT ACCORDING TO THE
ELECTRODE AND METAL THICKNESS
Diameter Electrodes
E6013 / E7018
1.6 mm
2.0 mm
2.5 mm
3.2 mm
4.0 mm
NOTE: Weldable metal thickness can be increased by multiple welds.
Page 13
THERMAL OVERLOAD
NOTE:
This welder is fitted with a thermal overload cut out which operates automatically to
stop the transformer overheating. The machine will become operational again
automatically once the temperature has reduced itself to an acceptable
working temperature.
WELDING INFORMATION
KEY POINTS
Get the amperage right from the charts provided.
Check you have the right electrode.
Use the correct angle, 30—40 degrees to the work piece.
Arch weld from left to right.
Remember the safety aspects, preparation for welding and use the correct
equipment.