Joint Preparations
In many cases, it will be possible to weld steel sections without any special
preparation. For heavier sections and for repair work on castings, etc., it will
be necessary to cut or grind an angle between the pieces being joined to
ensure proper penetration of the weld metal and to produce sound joints.
In general, surfaces being welded should be clean and free of rust, scale,
dirt, grease, etc. Slag should be removed from oxy-cut surfaces. Typical joint
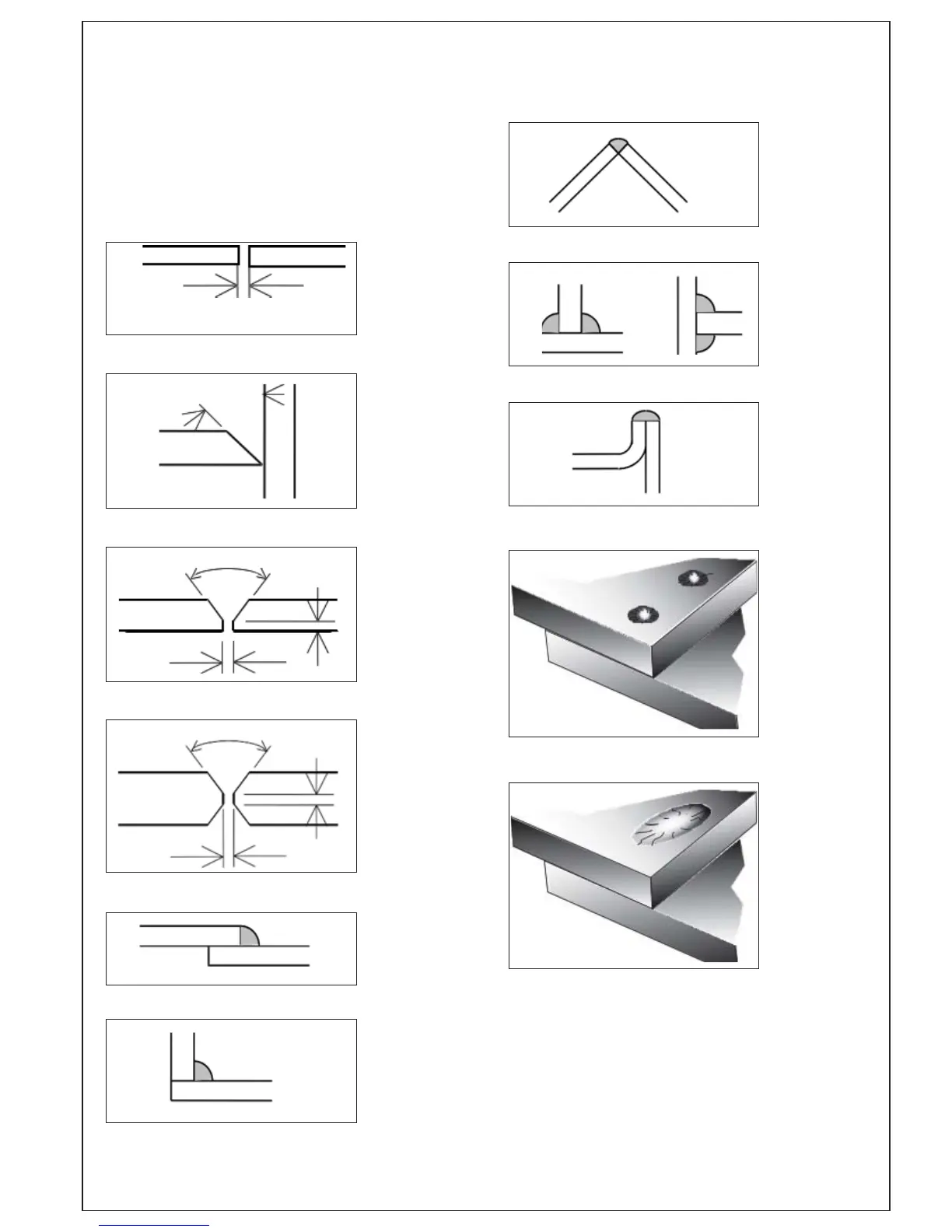
designs are shown in Figure 1-19.
Open Square Butt Joint (Fig 1-19a)
Gap varies from
1.6mm (1/16”) to
4.8mm (3/16”)
depending on
plate thickness
Single Vee Butt Joint (Fig 1-19b)
Not less than 45°
Single Vee Butt Joint (Fig 1-19c)
Not less than 70°
1.6mm (1/16”)
1.6mm (1/16”) max.
Double Vee Butt Joint (Fig 1-19d)
Not less than 70°
1.6mm (1/16”)
1.6mm (1/16”) max.
Lap Joint (Fig 1-19e)
Fillet Joint (Fig 1-19f)
Corner Weld (Fig 1-19g)
Tee Joints (Fig 1-19h)
Edge Joint (Fig 1-19i)
Plug Weld (Fig 1-19j)
Plug Weld (Fig 1-19j)
 Loading...
Loading...
