TIG WELDING GUIDE
TIG WELDING FUSION TECHNIQUE
Manual TIG welding is often considered the most difficult of all the
welding processes. Because the welder must maintain a short arc length,
great care and skill are required to prevent contact between the electrode
and the work piece. Similar to Oxygen Acetylene torch welding, TIG welding
normally requires two hands and in most instances requires the welder to
manually feed a filler wire into the weld pool with one hand while manipulating
the welding torch in the other. However, some welds combining thin materials
can be accomplished without filler metal like edge, corner, and butt joints.
This is known as Fusion welding where the edges of the metal pieces are
melted together using only the heat and arc force generated by the TIG arc.
Once the arc is started the torch tungsten is held in place until a weld pool is
created, a circular movement of the tungsten will assist is creating a weld pool
of the desired size. Once the weld pool is established tilt the torch at about
a 75° angle and move smoothly and evenly along the joint while fusing the
materials together.
TIG WELDING WITH FILLER WIRE TECHNIQUE
In many situations with TIG welding, it is necessary to add a filler wire into the
weld pool to build up weld reinforcement and create a strong weld. Once the
arc is started the torch tungsten is held in place until a weld pool is created,
a circular movement of the tungsten will assist is creating a weld pool of
the desired size. Once the weld pool is established tilt the torch at about a
75° angle and move smoothly and evenly along the joint. The filler metal is
introduced to the leading edge of the weld pool. The filler wire is usually held
at about a 15° angle and fed into the leading edge of the molten pool, the arc
will melt the filler wire into the weld pool as the torch is moved forward. Also a
dabbing technique can be used to control the amount of filler wire added, the
wire is fed into the molten pool and retracted in a repeating sequence as the
torch is moved slowly and evenly forward. It is important during the welding to
keep the molten end of the filler wire inside the gas shield as this protects the
end of the wire from being oxidised and contaminating the weld pool.
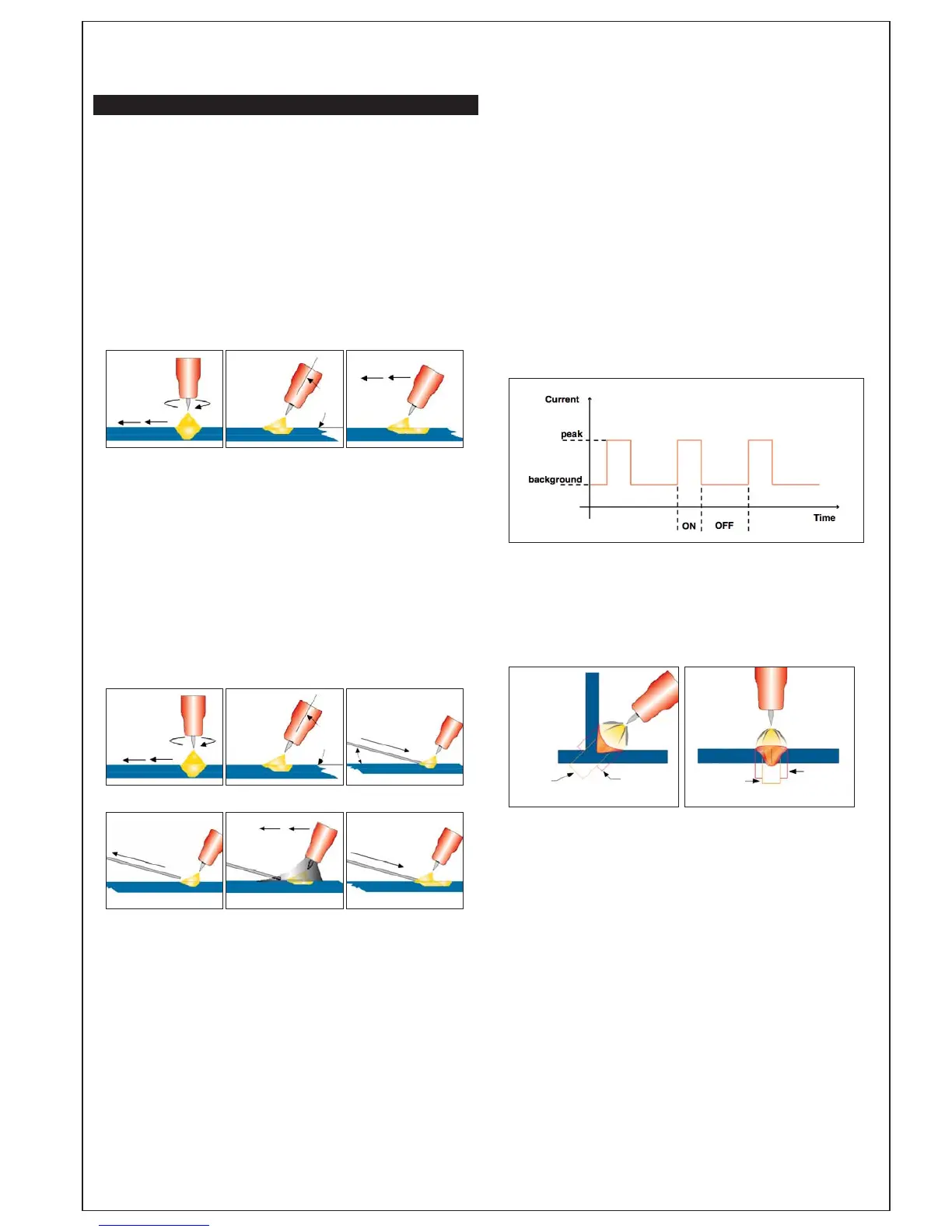
PULSE TIG WELDING
Pulse TIG welding is when the current output (amperage) changes between
high and low current.
Electronic controls within the welding machine create the pulse cycle.
Welding is done during the high-amperage interval (this high amperage is
referred to as peak current). During the low amperage period, the arc is
maintained but the current output of the arc is reduced (this low amperage is
referred to as base current). During pulse welding the weld pool cools during
the low amperage period. This allows a lower overall heat input into the base
metal. It allows for controlled heating and cooling periods during welding
providing better control of heat input, weld penetration, operator control and
weld appearance.
There are 4 variables within the pulse cycle:
Peak Current - Base Current - Pulse Frequency - Pulse Width
Setting and manipulation of these variables will determine the nature of the
weld current output and is at the discretion of the operator.
Peak Current is the main welding current (amps) set to melt the material being
welded and works much the same as setting maximum amperage values for
regular DC TIG: as a guide use 30-40 amps for every 1mm of material thickness.
Base Current is the set level of background current (amps) which cools the
weld puddle and affects overall heat input. Background Amps is a percentage
of peak amperage. As a rule, use enough background current to reduce the
weld pool to about half its normal size while still keeping the weld pool fluid. As
a guide start by setting the background amperage at 20 to 30 percent of peak
amperage.
Pulse Frequency is the control of the amount of times per second (Hz) that the
welding current switches from Peak Current to Base Current. DC Pulse TIG
frequency generally ranges from 20 to 300 HZ depending on the job application.
Control of the pulse frequency also determines the appearance of the weld.
Pulse Width is the control of the percentage of time during one pulsing cycle
the power source spends at the peak current (main amperage). Example is
with the Pulse Width set at 80 percent and a rate of 1 pulse per second (PPS),
the machine will spend 80% of the pulse at peak amperage and 20% at the
base current. Increasing the pulse width percentage adds more heat to the
job, while decreasing pulse width percentage reduces heat.
Pulse TIG welding allows faster welding speeds with better control of the heat
input to the job, reducing the heat input minimising distortion and warping of
the work and is of particular advantage in the welding of thin stainless steel
and carbon steel applications. The high pulse frequency capability of the
advanced inverter agitates the weld puddle and allows you to move quickly
without transferring too much heat to the surrounding metal. Pulsing also
constricts and focuses the arc thus increasing arc stability, penetration and
travel speeds.
TUNGSTEN ELECTRODES
Tungsten is a rare metallic element used for manufacturing TIG welding
electrodes. The TIG process relies on tungsten’s hardness and high-
temperature resistance to carry the welding current to the arc. Tungsten has
the highest melting point of any metal at 3410 degrees Celsius.
Tungsten electrodes are non-consumable and come in a variety of sizes, they
are made from pure tungsten or an alloy of tungsten and other rare earth
elements. Choosing the correct tungsten depends on the material being
welded, the amount of amps required and whether you are using AC or DC
welding current.
Tungsten electrodes are colour-coded at the end for easy identification.
Thoriated
Thoriated tungsten electrodes (AWS classification EWTh-2) contain a
minimum of 97.30 percent tungsten and 1.70 to 2.20 percent thorium and are
called 2 percent thoriated. They are the most commonly used electrodes today
and are preferred for their longevity and ease of use. Thorium increases the
electron emission qualities of the electrode, which improves arc starts and
allows for a higher current-carrying capacity. This electrode operates far
below its melting temperature, which results in a considerably lower rate of
consumption and eliminates arc wandering. Compared with other electrodes,
thoriated electrodes deposit less tungsten into the weld puddle, so they cause
less weld contamination.
Travel Direction
Travel Direction
Gas
shield
Form a weld pool
Form a weld pool
Retract the filler wire
Angle Torch
Angle Torch
High
Frequency
Pulsing
High
Frequency
Pulsing
No pulse
No pulse
Move the torch forward to the
front of the weld pool
Move the Torch slowly and
evenly forward
Add TIG filler wire
Repeat the process
75˚
75˚
15˚
 Loading...
Loading...
