TIG WELDING TROUBLESHOOTING
Troubleshooting - TIG Weld Quality
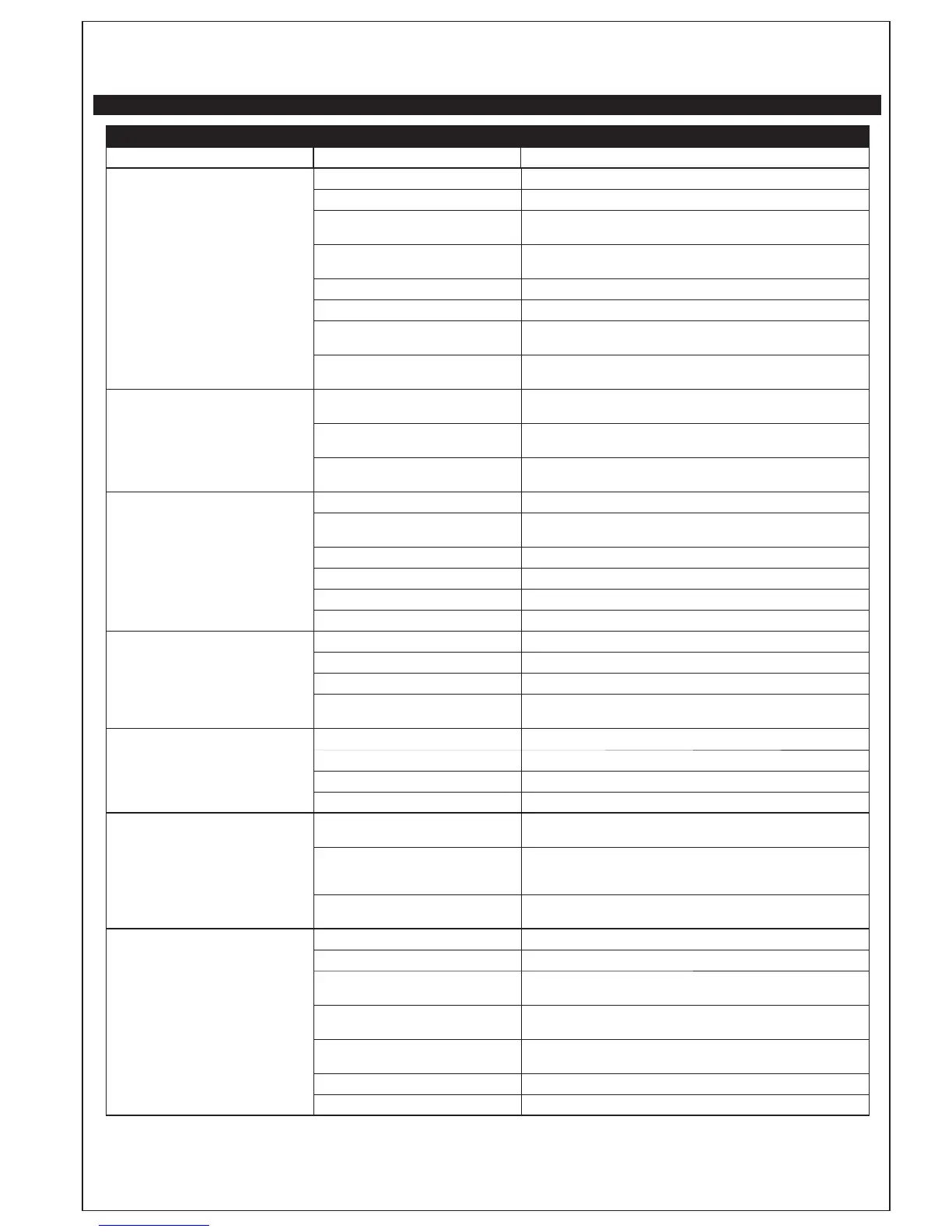
Fault Cause Remedy
Tungsten burning away quickly Incorrect gas Check that pure Argon is being used
No gas Check the gas cylinder contains gas and is connected
Inadequate gas flow
Check the gas is connected, check hoses, gas valve and torch are not
restricted. Set the gas flow between 10 - 15 l/min flow rate
Back cap not fitted correctly
Ensure the torch back cap is fitted so that the o-ring is inside the torch
body
Torch connected to DC + Connect the torch to the DC- output terminal
Incorrect tungsten being used Check and change the tungsten type if necessary
Tungsten being oxidised after weld is
finished
Keep shielding gas flowing 10–15 seconds after arc stoppage. 1 second
for each 10 amps of weld current.
T
ungsten melting back into the nozzle on
AC welding
Check that correct type of tungsten is being used. Check the balance
control is not set too high on the balance - reduce to a lower setting
Contaminated Tungsten
Touching tungsten into the weld pool
Keep tungsten from contacting weld puddle. Raise the torch so that the
tungsten is off of the work piece 2 - 5mm
Touching the filler wire to the tungsten
Keep the filler wire from touching the tungsten during welding, feed the
filler wire into the leading edge of the weld pool in front of the tungsten
Tungsten melting into the weld pool
Check that correct type of tungsten is being used. Too much current for
the tungsten size so reduce the amps or change to a larger tungsten
Porosity - Poor weld appearance
and colour
Incorrect gas Check that pure Argon is being used
Inadequate gas flow / gas leaks
Check the gas is connected and cylinder valve open, check hoses, gas
valve and torch are not restricted. Set the gas flow between 10 - 15 l/min
Moisture on the base metal Remove all moisture from base metal before welding
Contaminated base metal Remove materials like paint, grease, oil, and dirt, including mill scale
Contaminated filler wire Remove all grease, oil, or moisture from filler metal.
Incorrect filler wire Check the filler wire and change if necessary
Yellowish residue / smoke on the
alumina nozzle & discoloured tungsten
Incorrect Gas Use pure Argon gas
Inadequate gas flow Set the gas flow between 10 - 15 l/min flow rate
Inadequate post flow gas Increase the post flow gas time
Alumina gas nozzle too small for size of
tungsten being used
Increase the size of the alumina gas nozzle
Unstable Arc during welding Torch connected to DC + Connect the torch to the DC- output terminal
Contaminated base metal Remove materials like paint, grease, oil, and dirt, including mill scale
Tungsten is contaminated Remove 10mm of contaminated tungsten and re grind the tungsten
Arc length too long Lower torch so that the tungsten is off of the work piece 2 - 5mm
HF present but no welding power
Incomplete welding circuit
Check earth lead is connected. Check all cable connections. If using a
water cooled torch check that the power cable is not separated.
No gas
Check the gas is connected and cylinder valve open, check hoses, gas
valve and torch are not restricted. Set the gas flow between 10 - 15 l/min
Tungsten melting into the weld pool
Check that correct type of tungsten is being used. Too much current for
the tungsten size so reduce the amps or change to a larger tungsten
Arc wanders during welding Poor gas flow Check and set the gas flow between 10 - 15 l/min flow rate
Incorrect arc length Lower torch so that the tungsten is off of the work piece 2 - 5mm
Tungsten incorrect or in poor condition
Check that correct type of tungsten is being used. Remove 10mm from the
weld end of the tungsten and re sharpen the tungsten
Poorly prepared tungsten
Grind marks should run lengthwise with tungsten, not circular. Use proper
grinding method and wheel.
Contaminated base metal
Remove contaminating materials like paint, grease, oil, and dirt, including
mill scale from base metal.
Contaminated filler wire Remove all grease, oil, or moisture from filler metal.
Incorrect filler wire Check the filler wire and change if necessary

 Loading...
Loading...