combination square. Ensure that the standard is set up so that the readings will
be taken with the cross slide extended towards the operator and moving in
towards the motor end of the x-axis.
6. When the indicator is zeroed at the beginning of the standard press the “INC
SET” key.
7. Move the cross slide towards the motor side of the x-axis until the indicator zeros
on the end of the 150mm standard. Input 300mm when control prompts for a
standard length.
8. If the calibration was successful the screen will return to the set up screen.
9. Press the “SERV CODE” soft key.
10. Input 123 on the keyboard, then press the “INC SET” key.
11. Press the “Z” key to tell the control that the z-axis is being calibrated.
12. Set up the metric standard in a chuck in the spindle.
13. Set up the magnetic base and .002 mm indicator on the cross slide.
14. When the indicator is zeroed at the beginning of the standard press the “INC
SET” key.
15. Move the saddle away from the chuck until the indicator zeros on the end of
the standard, then press the “INC SET” key.
16. Input 150 on the keyboard.
17. If the calibration is successful the screen will change to the set up screen.
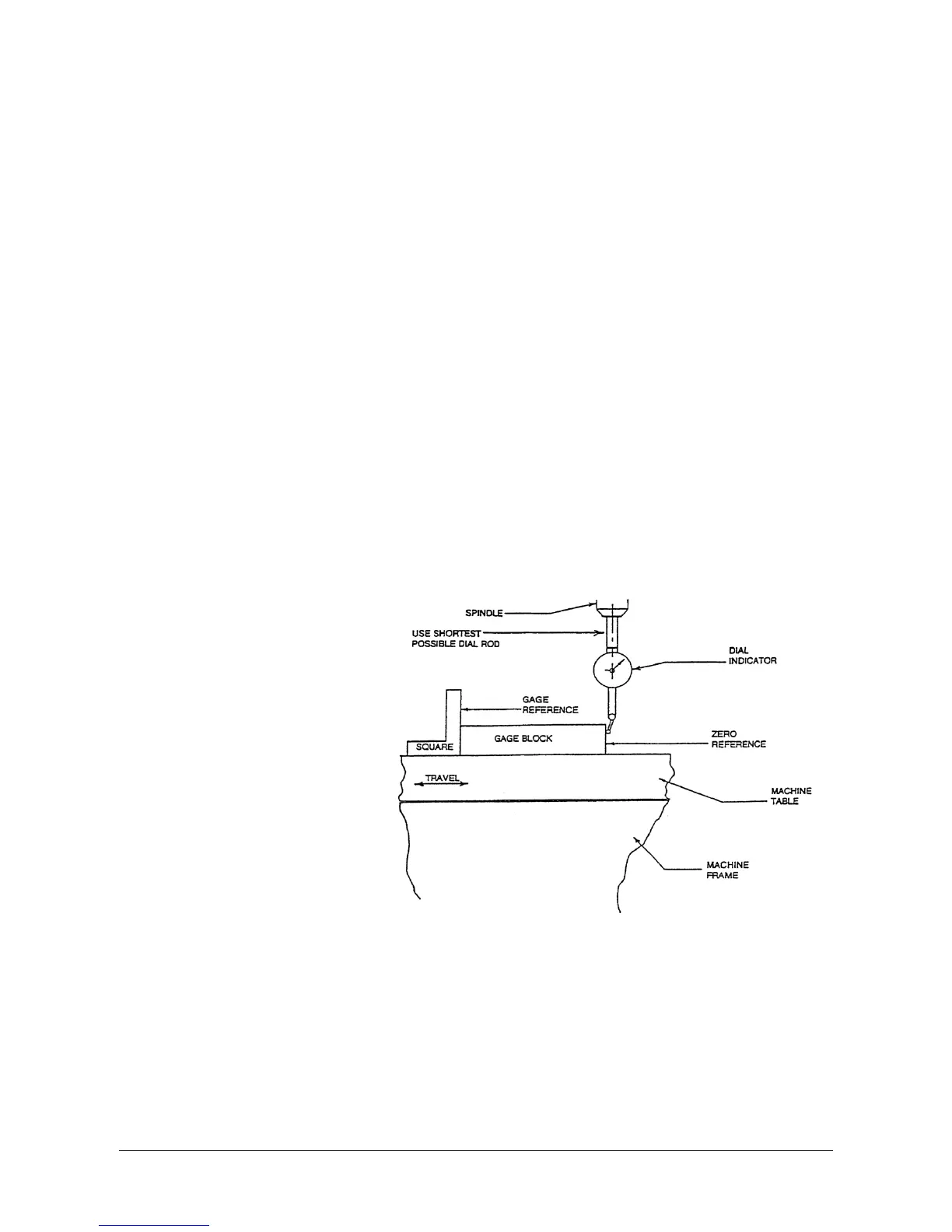
Figure 22
Calibration Set-Up
5.2.2.2 Backlash Compensation
Code 127: Calculate X or Z Backlash Constant
Every mechanical system has at least a little backlash or lost motion. It is produced
by the small amount of play between the gibs and ways, and mostly by the
accumulative bending or elasticity of all the parts of the drive train under load. The
backlash constant is factory set, but may need to be adjusted periodically.
1. Set a .002-millimeter dial indicator in the spindle, and touch off on a block or the
vise along the direction (X or Z) you wish to check, or set the backlash constant.

 Loading...
Loading...