Unit description
NAUTILUS
®
CC plus and NAUTILUS
®
T - Compact tabletop casting units with inte-
grated cooling and user-friendly touchscreen
Both units utilise tried-and-tested HF vacuum
pressure casting with split crucible and have
integrated cooling as well as user-friendly touch-
screens.
Special emphasis was placed on security systems
with double redundancy. The closing of both casting
chambers is indicated by the double closing sound.
To lower energy consumption during longer periods
of non-use, both units have an eco mode that starts
after 3 minutes and ends after 10 minutes with the
switching off of the touchscreen illumination. In this
state, Nautilus
®
requires only 10 W. A quick touch
on the touchscreen is enough to make the unit
functional again after a few seconds.
New software versions can be transmitted via a
USB interface on the back of the unit which means
both casting units are, therefore, "updatable".
In addition, NAUTILUS
®
CC plus has a pyrometer
that not only measures the temperature of the melt
without contact. Together with specially developed
software, it also makes it possible to largely
automate the casting process. This makes repro-
ducible quality during casting possible, that can also
be documented and archived in the form of casting
protocols via the USB interface. In the event of
malfunctions, it is also possible to call up diagnostic
protocols and send them to the BEGO Service.
For easier handling of these additional features that
the USB interface provides, a USB docking station
and a USB stick is also supplied with NAUTILUS
®
CC plus.
Determination of the casting temperature for dental alloys with NAUTILUS
®
CC
plus
The flowability of the melt and thus the casting
temperature are of decisive importance for the
quality of the cast object. The problems that may
result due to a melt that is too cold or too hot are
known in practice and described in the relevant liter-
ature and therefore they are not dealt with in detail
here.
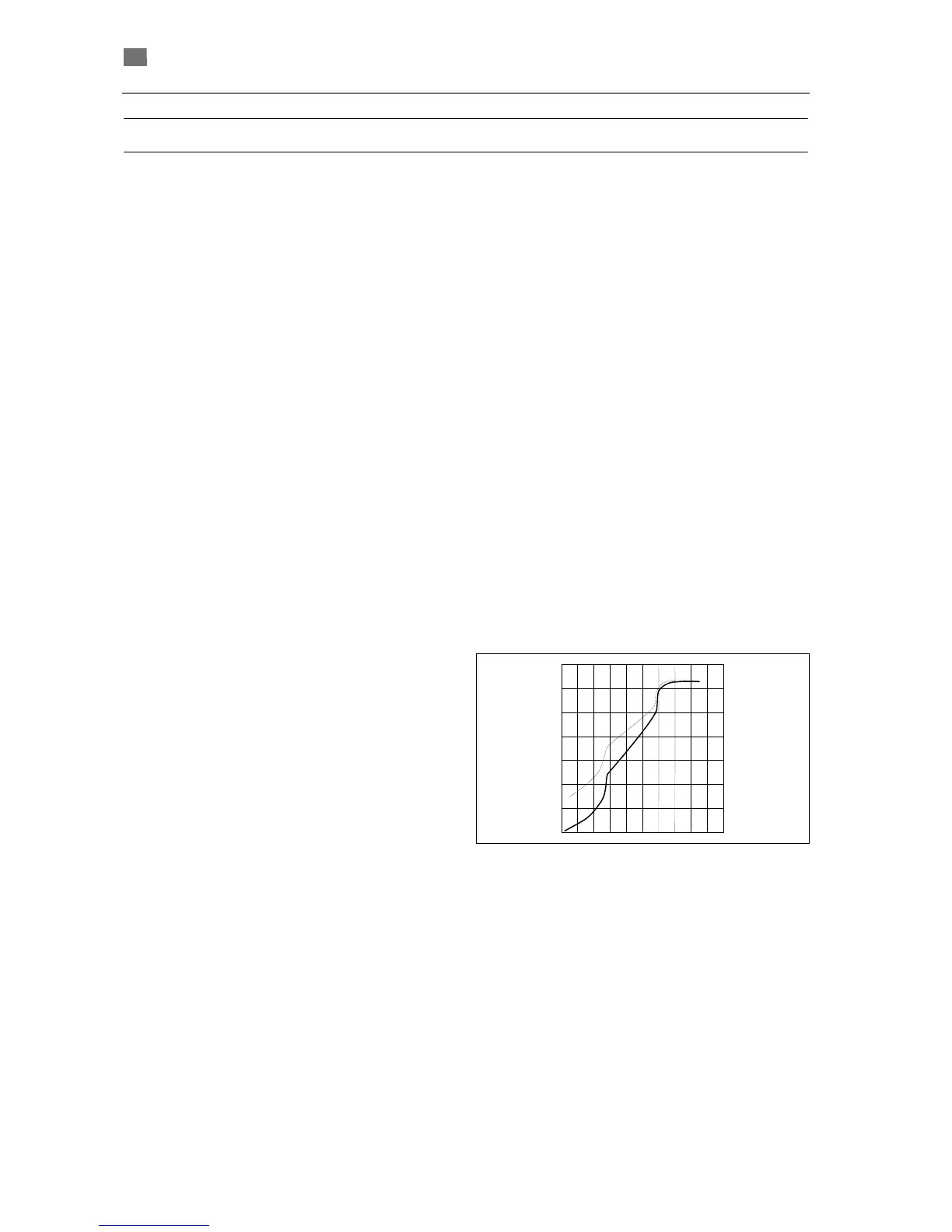
Dental alloys have the property of not having a fixed
melting point, but a melting interval. Within the
melting interval alloys occur in viscous as well as in
crystalline form.
The melting interval can easily be identified in the
melting and hardening curve by the characteristic
"salient points", which result due to irregularities in
the temperature curve.
When an alloy is melted, the first "salient point" is
the so-called solidus and the second the liquidus,
from which point the alloy exists entirely as a melt.
These characteristics in the temperature curve are
utilized by NAUTILUS
®
CC plus by means of a
thermal analysis process.
To ensure optimal flowability of the melt in the dental
casting mould, the melt is heated beyond the
liquidus point. Depending on the casting method
and alloy, a temperature increase between 100°C
and 180°C has proven to be optimal in practice.
Corresponding recommendations on these casting
temperatures, which have been verified by empirical
tests as a rule, are given by the manufacturers of
alloys and casting equipment. With most casting
machines the accuracy for achieving the recom-
mended casting temperature through visual
assessment of the developing temperature still
depends on the individual skills of the user.
 Loading...
Loading...

