INSPECTION
Check cfankshaft
journals
lbr wear and
tolerances
(Table
1l). Remove crankshaft plugs.
check oil
passages
and clean if clogged.
Connecting-rod bearing inserts and main bearings arc avail
able for crankshafts reground fronr .010 in..
.0:0-in.. or
.030-in. undersized. Factory-reground crankshrfts are stamped
on bolh
ends
with
an A
(.010
in.
undersized), B
(.020
m.
undersized), or C
(.030-in.
undcrsized).
IMPORTANT: Do NOZ rcgrnrd cnnksh.ifts rbr
5H.16.
66,86, ?nd 126co
pressors
in the ilekl Rcplrce shriis
with
scored
journals.
All instructiotts
J'ar .lie
ld gtintling
dpplI onl\,to sldnldrrl-
On crankshafts reground locrlh', hold tlmw to 1.001
in.
for
5F compressors and to 1.376 in. on 5H compfessors.
Stanrp A
or
B
on
crankshaft ud punrp eDd
bearing head
next
to oil
pressLrre gage
conneclio .
'l'o
delermine maximum and minimum
i(rLnrrldirmeters
tbr
undenized shafts, subttuct the rnxrunt
(ir.)
th,ll the shali
wrll
be
grcund
rndcrsizc liom iict(ny fftnn the
tolerances
spccified
in Table lt. Fof exLrnrple, lhc iicr(r! tolerance
tbr 5H40
seal-end
joumrl
is 2.6225
in. lo 2.ar2l5 inches.
'folerancc
for x ctankshrfL rcgr,Nnd lo .010 in.
undersize
should
thercforc be held bctwccn 2 61215 in. dnd 1.6135
IMPORTANT:
Whcn regrindirrg rhc scrl'cnd.loumal
o 5H
120 cr,rnkshdi, do
rx)t
rrind
in rlrc arcr ol lhe
oil sepArAlor impcllcr. This is not
jourDrl
rrer, dnd
must
renrain intact or the oil
sepurur
in)pcllcr rvill
nol
iit
piopcdy.
REASSEMBLY
-
ll 5H120 ar 5H126 ail
u'pl|trtut hus
he!|
rc k^,ed, ftal i tr).llo
t,atuvaph
h?h\\ hefuk'
i
.
When rcgrinding
crdnkshlii,
rcnrovc
cranksh.rtt
plugs
rnd
clean oil
pLrsslgcs
ns well. B.linc rcpl.cing
cfttnkshati. in-
se rnd
tighten
plugs.
and reinstall rhe 5H120 rnd 116
oil
l.
Inse dowel kcy
(Fig.29)
with rxis prrallel
ro axis ol'
cr.rrkshrit.
Position key so chanrlcrcd cdgc is tow.rfd
radius oi crankshrit
iournrl.
2.
lnnDerse oil seprrlor impcller ir
oil or hol waler lo heal
it
to 180 F or nore If wrtcr is used, rennve
all traces
bcnrre
reassembly. lnsrall impeller or cmnkshaft with
dowcl key
lined up
with
inrpeller keyway. I
pcllcr
nrusl
fit key snugly.
Ir Check that seal-end thrust w$her is
in
place
on dowel
key
in crankcase.
Insert
crankshali and insrallpump-end bciring head,
con-
necting rod and piston dssemblies, valve plale
and cylinder
heads.
On 5H80 through 126 unns, inscrt
center main bear-
ing setscrew rnd lock screw
as describcd under
Selaicing
cen.er
\4r,r Ber in!. Or 5H46. .aj,nd
ll6unir,.r..Jn
necl oil line
to centef nlain bearing.
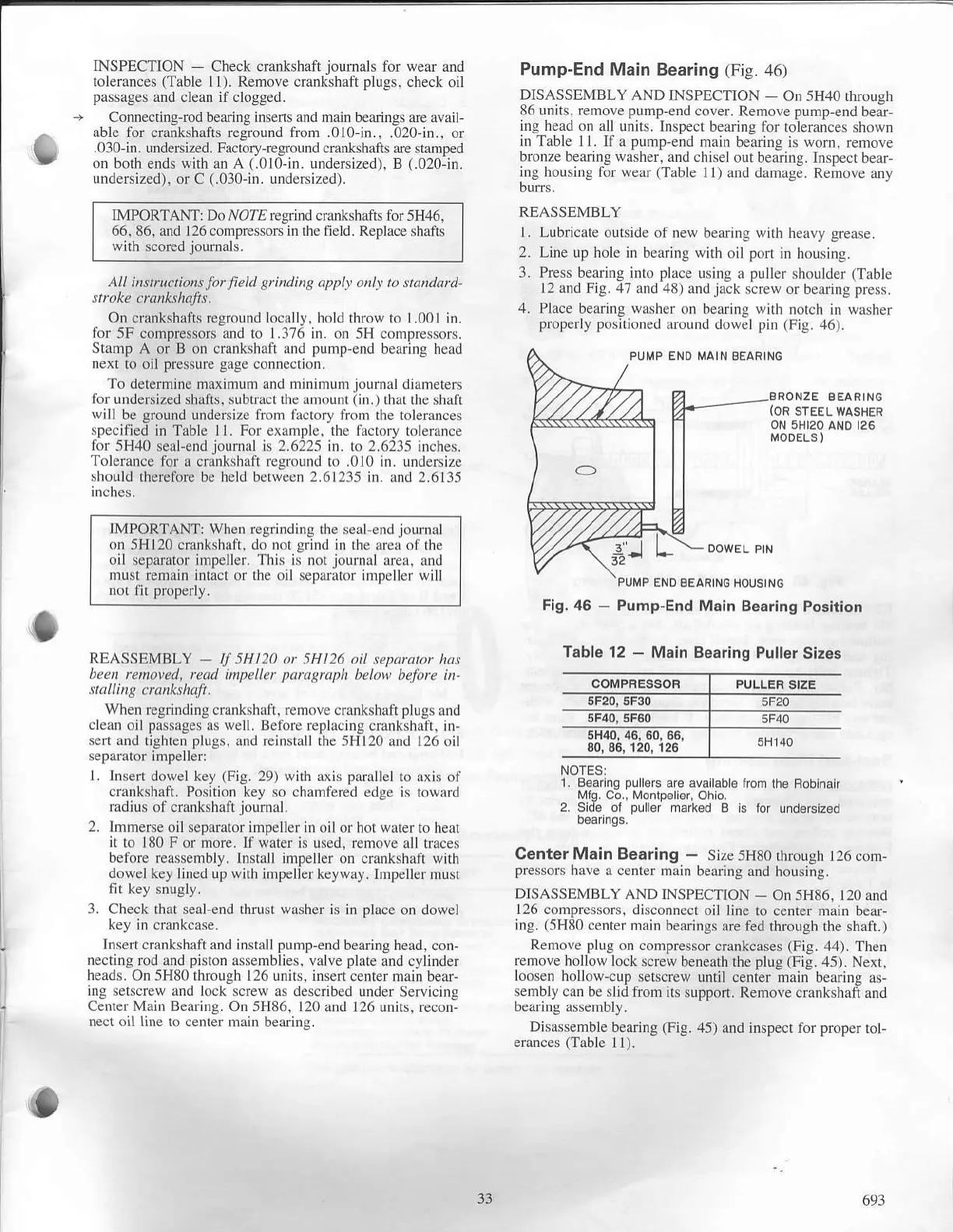
Pump-End
Main Bearing
(Fig.
46)
DISASSEMBLY AND
INSPECTION
On 5H.10 through
86 units. remove punp
cnd cover.
Renove
punrp
end beaf,
ing head on all
units. Inspecr bearmg for
tolerances shown
rn Table 11. II a
pump
end mair
bearing is worD. remove
b.onze
bearjng
washer.
and chiselout
bearing. inspcct
bear
ins houstug far wear
(Table
1l) and damrg;. Renrove
any
REASSEMBLY
1.
Lubricare outsid€ of new bearhg wirh
hcrvy grexse
) Line up nole .r bc.,r r! iirh
o.l o"|| .n l.{'.i ,!
l. Press bearing inLo phce u\in8
a
pullef
shouldef
{Table
L ,J FiF I
rnrr
rFr
drJ -.1
- eu
nr
l.(dr.
!
tr.\.
.1.
Place
bea.irg
washcr
on berring with
norch m w{slref
propcrly positioned
arcund dowcl piD
(Fi9.,16).
PUMP ENO MAIN BEARING
RONZE
BEAR NG
ON 5HLzO
AND I25
MODELS
)
PI]MP
END BEARING
NOUSING
0
Fig.46
-
Pump-End
Main Bearing
Position
Table 12
-
Main Bearing
Puller
Sizes
NOTES
1. Bear ng
p!
l€rs
are avaitabte tom
lh€ Fobrnar
Mls. Co. Monlpeler Oh o
2. Side. ol
pller
marked
B is ior
lnd€rsized
Centei Main Bearing
-
Sizc
5H80 through 126 con!
pressors
have r cenLer
nrain bearing
and housing.
DISASSEMBLY
AND INSIIECTION
On5H86,
l20and
126 compressors.
disconncct
oil line ro cenrcr nraiD bear,
ing.
(5H80
cenler
main bearings
are fed through rhe shaii.)
Reffove
plug
on
conrpressor
crankcases
(Fi-s.
,14).
Then
reho\ehollou
lork."ewbenedr\rneplJB,Frr
4\' \e\r.
lo^! n hii l.u-.Jn
rer.rre$
rnlil cenrer n rin bedr rB :r.-
se bly can be.slid
fron i1s strpport.
Remove crankshali rnd
Disrssenrble
beffing
(Fig.
.15)
and inspecr lbr
proper
tol
eranccs
(Table
I t).
PULLER
SIZE
693
 Loading...
Loading...

