17
REASSEMBLY
1. Lubricate outside of new bearing with heavy grease.
2. Line up hole in bearing with oil port in housing.
3. Press bearing into place using a puller shoulder (see Table 6
and Fig. 26 and 27) and jack screw or bearing press.
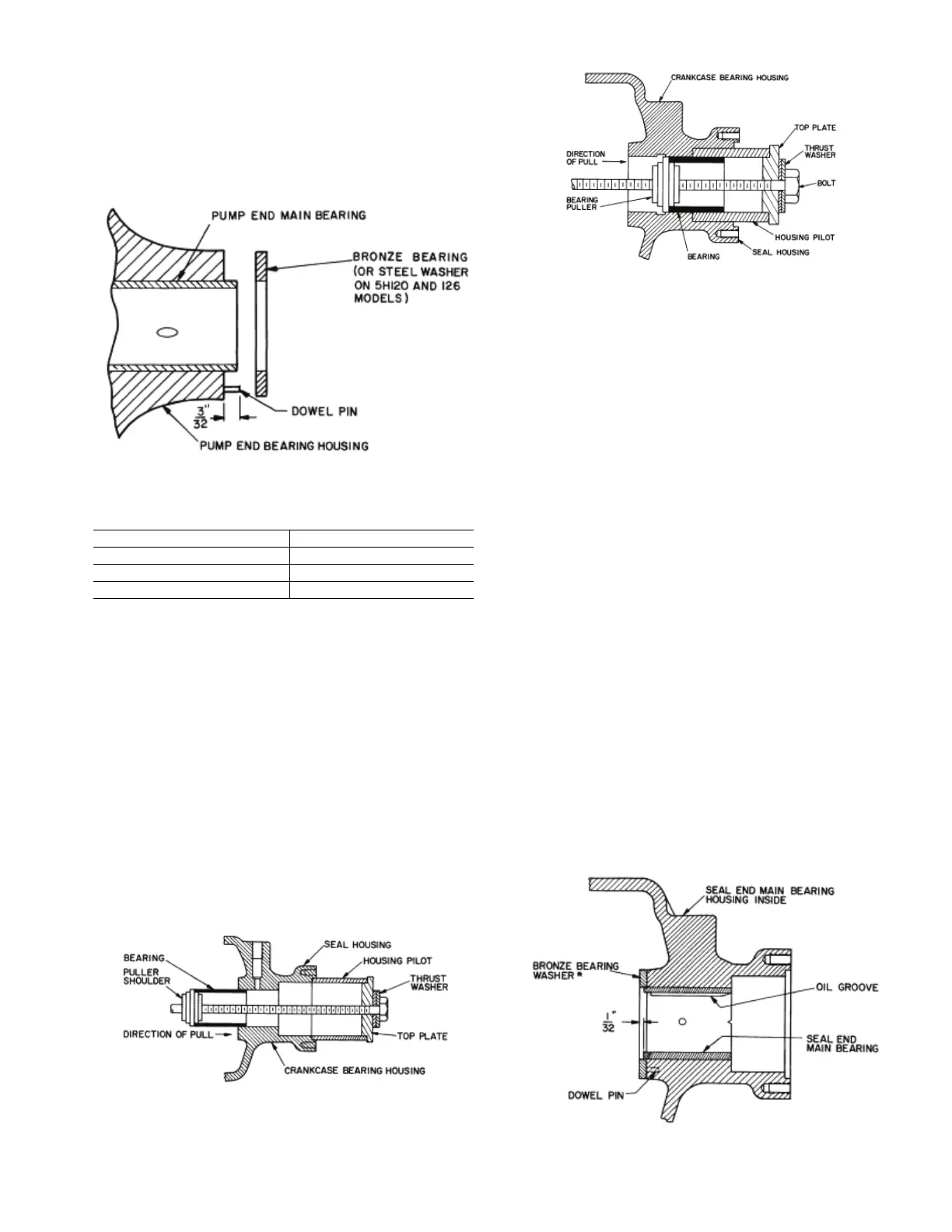
4. Place bearing washer on bearing with notch in washer prop-
erly positioned around dowel pin (see Fig. 25).
Fig. 25 — Pump-End Main Bearing Position
NOTE(S):
a. Bearing pullers can be ordered through Carlyle or Totaline Parts.
Center Main Bearing
For size 5H80-126 compressors have a center main bearing and
housing.
DISASSEMBLY AND INSPECTION
On 5H86, 120, and 126 compressors:
1. Disconnect oil line to center main bearing.
NOTE: 5H80 center main bearings are fed through the
shaft.
2. Remove plug on compressor crankcases (refer to Fig. 23).
Then remove hollow lock screw beneath the plug (refer to
Fig. 24). Next, loosen hollow-cup setscrew until center
main bearing assembly can be slid from its support.
Remove crankshaft and bearing assembly.
3. Disassemble bearing (refer to Fig. 24) and inspect for
proper tolerances (refer to Table 5).
Fig. 26 — Seal-End Main Bearing (5F40, 60)
Fig. 27 — 5H Seal-End Main Bearing
REASSEMBLY
Install the new bearing inserts. Assemble bearing housing on
crankshaft, but do not tighten the hollow-cup setscrews. Install
crankshaft, center main bearing and housing, and pump-end
main bearing assembly. Tighten bolts holding the pump-end
main bearing assembly. Rotate crankshaft while tightening set-
screw on center main bearing housing. Setscrew should tighten
fully without any binding of crankshaft. If binding occurs, shim
the opposite side of bearing housing, using 0.001 in. shim stock.
Seal-End Main Bearing
DISASSEMBLY AND INSPECTION
With crankshaft removed, use a bearing puller with a
shouldering device to remove and install seal-end main bearings.
(Refer to Fig. 26 and 27). Bearing pullers can be ordered through
Carlyle or Totaline Parts.
Inspect bearing and bearing housing for tolerances shown in
Table 5.
REASSEMBLY
Remove any burrs and clean bearing housing before replacing
bearing. Lubricate outside of bearing with heavy grease.
1. Position bearing so chamfered edge enters bearing housing
first, oil holes in bearing and housing are aligned and bear-
ing relief groove is at top.
NOTE: On size 5H 120 and 126 compressors oil hole in
bearing and housing will not be aligned.
2. Pull bearing into housing (see Fig. 28). Edge of bearing
should be 1/32 in. below surface of bronze bearing washer.
3. Look through oil pressure regulator opening to check oil
passage for blockage.
4. Blow out oil groove in bearing housing and oil lines (if any)
to it.
Fig. 28 — Seal-End Main Bearing Positioning
Table 6 — Main Bearing Puller Sizes
a
COMPRESSOR PULLER SIZE
5F20, 5F30 5F20
5F40,5F60 5F40
5H40, 46, 60, 66, 80, 86, 120,126 5H140
*Steel washer on 5H120 and 126 models.
BEAR
ING
I'll.
I.ER
SH
OU
LDER
PU MP END I
MA
I N B AR•
NG
00:W
'El
P
IN
I
,p
lLJ
MP
EJN
D
BEAR
I
NG
H
OUS
I
NG
TO
P
Pl.A
TE'
CRANKCASE
&AR
I
NG
HOUSI
N~
e()LT
Oi
l.
GRO
OV
E
DOWEL
PIN