13
Таблица 3
СВАРИВАЕМАЯ
ТОЛЩИНА (мм)
Ø ЭЛЕКТРОДА (mm)
1,5 ÷ 3
3 ÷ 5
5 ÷ 12
≥ 12
2
2,5
3,2
4
Таблица 4
Ø ЭЛЕКТРОДА (mm) ТОК (A)
1,6
2
2,5
3,2
4
30 ÷ 60
40 ÷ 75
60 ÷ 110
95 ÷ 140
140 ÷ 190
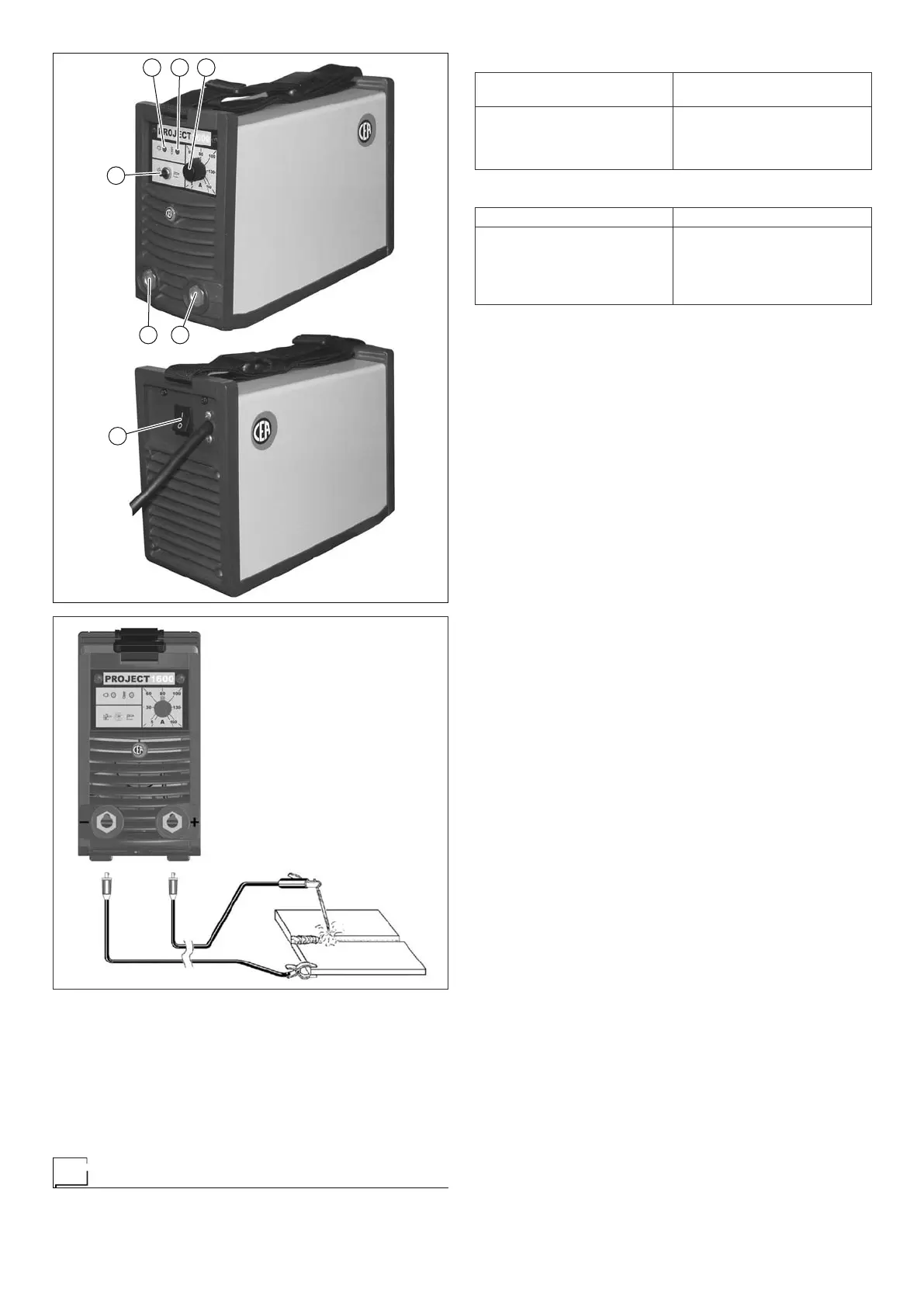
РИС. B
1 2 3
45
7
6
РИС. A
2000HA28
Поз. 6 Селектор 2 процессов сварки:
•
ЭЛЕКТРОДОМ - Для сварки щелочными и рути-
ловыми электродами с устройством «Arc Force»
и «Hot Start».
•
TIG (дуговая сварка вольфрамовым электро-
дом в среде инертного газа) - Для сварки с за-
жиганием типа «Lift».
Поз. 7 Сетевой выключатель. В положении «O» сварочный
аппарат выключен.
Сварка электродом (MMA) (Рис. B)
Сварка электродом используется для сварки большинства ме-
таллов (различных типов стали и т. д.) с использованием по-
крытых рутиловых и щелочных электродов с диаметрами от
Ø 1,6 до Ø 4 мм.
1) Подключение сварочных кабелей:
•
На аппарате, отключенном от сети, подсоедините сва-
рочные кабели к выходным клеммам (+ и +) сварочного
аппарата, подсоединяя их к зажиму и массе с полярно-
стью, предусмотренной в зависимости от типа исполь-
зуемого электрода (Рис. B).
•
В любом случае, соблюдайте указания производителей
электродов. Сварочные кабели должны быть как можно
более короткими, проходить рядом друг с другом, распо-
лагаться на уровне пола или близко от него.
2) Отрегулируйте сварочный ток потенциометром (Поз. 3,
Рис. A).
3) Установите переключатель процесса (Поз. 6, Рис. A) в по-
ложение ЭЛЕКТРОД (рычажок переключателя вправо).
4) Включите сварочный аппарат, устанавливая сетевой вы-
ключатель в положение 1 (Поз. 7, Рис. A).
5) Включение белого светодиода (Поз. 1, Рис. A) указывает,
что сварочный аппарат находится под напряжением и го-
тов к работе.
6) Выполните сварку, приближая горелку к свариваемой дета-
ли. При зажигании дуги (для этого быстро прижмите элек-
трод к металлу и поднимите его) происходит плавление
электрода, покрытие которого образует защитный шлак.
Затем продолжайте сварку, передвигая электрод слева
направо и удерживая его под углом ок. 60° относительно
металла по направлению сварки.
СВАРИВАЕМАЯ ДЕТАЛЬ
Свариваемая деталь для снижения электромагнитной эмис-
сии должна всегда быть подключена к заземлению. Однако
необходимо внимательно следить за тем, чтобы подключе-
ние заземления свариваемой детали не повышало риск трав-
мы эксплуатационника или повреждения другого электрообо-
рудования.
Когда необходимо подключить свариваемую деталь к зазем-
лению, рекомендуется выполнять прямое подключение меж-
ду деталью и чехлом заземления. В странах, в которых такое
подключение не разрешается, подключайте свариваемую де-
таль к заземлению при помощи специальных конденсаторов
в соответствии с национальными нормами.
ПАРАМЕТРЫ СВАРКИ
В таблице 3 приводятся некоторые общие указания для выбо-
ра электрода в зависимости от свариваемой толщины.
В таблице приводятся значения тока для использования с со-
ответствующими электродами для сварки обычной и низко-
легированной стали. Эти данные всего лишь ориентировоч-
ны; для точного выбора соблюдайте указания производите-
лей электродов.
Используемый ток зависит от положений сварки, типа шва и
растет с увеличением толщины и размеров детали.
Значение силы тока, используемое для различных типов свар-
ки, в диапазоне регулирования, приведенном в таблице 4:
•
Высокое для сварных швов на плоскости, на плоскости
фронтальных и восходящих по вертикали.
• Среднее для сварных швов над головой.
•
Низкое для нисходящей сварки по вертикали и для соеди-
нения подогретых деталей небольших размеров.
Эксплуатационные
ограничения (IEC 60974-1)
Характер работы сварочного аппарата типично прерывистый
и состоит из периодов непосредственно работы (сварка) и пе-
риодов покоя (позиционирование деталей, замена проволоки,
операции шлифования и т. д.). Этот аппарат устроен так, что-
бы безопасно подавать максимальный номинальный ток I2 во
время рабочего периода, который составляет 25% от полно-
го времени использования. По установленным правилам пол-
ное время использования составляет 10 минут. В качестве ра-
бочего цикла считается 25% этого времени. При превышении
допустимого рабочего цикла происходит срабатывание тепло-
вой защиты, защищающей внутренние компоненты аппара-
та от опасного перегрева. Срабатывание тепловой защиты
сигнализируется включением светодиода термостата (Поз. 2,
Рис. A). Через несколько минут тепловая защита сбрасывает-
ся автоматически (желтый светодиод выключается) и аппарат
снова готов к применению.
Этот генератор изготовлен по классу защиты IP 23 S, что озна-
чает:
•
Что он защищен от попадания твердых посторонних пред-
метов диаметром более Ø 12 мм.
•
Что он защищен от водяных брызг, попадающих на его по-
верхность под углом до 60°.
•
Что сварочный аппарат подвергался испытаниям на
предмет определения вредных последствий при попа-
дании воды, когда подвижные части оборудования не на-
ходятся в движении.
Методы подъема аппарата
Аппарат имеет специальный ремень для его подъема и пере-
носа вручную.
ПРИМЕЧАНИЕ: Эти устройства подъема и транспортиров-
ки соответствуют положениям, предписанным европейски-
ми стандартами. Не использовать другие устройства в ка-
честве средств подъема и транспортировки.
Распаковка
Оборудование включает, в основном, следующее:
• Сварочный агрегат PROJECT 1300 - 1600.
• Комплект дополнительных приспособлений, в который вхо-
дят кабели зажима и массы, щетка-молоточек и защитный
экран (дополнительно).
• Чемоданчик для перевозки аппарата (дополнительно).
По получении аппарата выполните следующие операции:
•
Выньте сварочный генератор и все дополнительные
приспособления-компоненты из соответствующей упаков-
ки и чемоданчика (при наличии).
•
Проверьте, что сварочный аппарат находится в хорошем со-
стоянии, в противном случае немедленно обратитесь к ди-
леру.
•
Проверьте, что все вентиляционные решетки открыты и нет
предметов, мешающих правильному прохождению воздуха.
Монтаж
Для обеспечения удовлетворительной и надежной работы обо-
рудования место монтажа должно выбираться внимательно.
Эксплуатационник отвечает за монтаж и эксплуатацию обору-
дования по инструкциям фирмы-изготовителя, приведенным
в данном руководстве.
Перед установкой оборудования эксплуатационник должен
предвидеть потенциальные электромагнитные проблемы ра-
бочего участка. В частности, не рекомендуем устанавливать
оборудование вблизи:
• Сигнальных, контрольных и телефонных кабелей.
• Радио- и телеприемников и передатчиков.
• Компьютеров и контрольно-измерительных приборов.
• Приборов для обеспечения безопасности и защиты.
Лица, пользующиеся кардиостимуляторами, слуховыми аппа-
ратами и подобными устройствами, перед приближением к ра-
ботающей установке должны проконсультироваться со своим
врачом. Место монтажа оборудования должно соответство-
вать классу защиты корпуса, т. е. IP 23 S (издание IEC 60529).
Этот аппарат охлаждается принудительной циркуляцией воз-
духа и поэтому должен устанавливаться таким образом, что-
бы воздух мог свободно всасываться и выталкиваться через
отверстия в корпусе.
Подключение к сети питания
Перед подключением аппарата к сети питания проверьте,
что его номинальные характеристики соответствуют зна-
чению напряжения и частоты сети и что сетевой выклю-
чатель аппарата находится в положении «O».
Подключение к сети питания должно выполняться при помощи
штепселя, входящего в комплект сварочного аппарата. Если
необходимо заменить штепсель, выполните следующие опе-
рации:
• 2 проводника служат для подключения аппарата к сети.
•
Третий, ЖЕЛТО-ЗЕЛЕНЫЙ, служит для подключения «ЗА-
ЗЕМЛЕНИЯ».
Подсоедините к токоподводящему кабелю унифицирован-
ный штепсель (2 полюса + земля) соответствующего номи-
нала и предусмотрите сетевую розетку с плавкими предо-
хранителями или автоматическим выключателем: специ-
альный зажим заземления должен подключаться к клем-
ме заземления (ЖЕЛТО-ЗЕЛЕНОЙ) линии электропитания.
В таблице 2 приводятся рекомендуемые значения тока для се-
тевых плавких предохранителей с задержкой срабатывания,
выбираемых на основе максимального номинального тока, вы-
рабатываемого аппаратом, и номинального напряжения элек-
тропитания.
ПРИМЕЧАНИЕ 1: Все удлинители токоподводящего кабеля
должны иметь соответствующее сечение, которое никог-
да не должно быть меньше сечения кабеля, поставляемого
в комплекте с аппаратом.
ПРИМЕЧАНИЕ 2: Не рекомендуется подключать сварочный
аппарат к мотогенераторам, учитывая известную неста-
бильность вырабатываемого ими напряжения.
Правила применения
УСТРОЙСТВА УПРАВЛЕНИЯ И КОНТРОЛЯ (Рис. A)
Поз. 1 Белый светодиод ЭЛЕКТРОПИТАНИЯ. Включение
этого светодиода указывает, что сварочный аппарат
находится под напряжением и готов к работе.
Поз. 2 Желтый светодиод двойной функции и защиты: ТЕР-
МОСТАТ и ЗАЩИТА ОТ ПЕРЕГРУЗКИ ПО ТОКУ.
•
Функция ТЕРМОСТАТ: включение этого светодио-
да означает, что сработала термозащита, т. к. рабо-
та осуществляется с нарушением рабочего цикла.
Перед продолжением сварки подождите несколь-
ко минут, сварочный аппарат сбрасывается авто-
матически.
•
Функция ЗАЩИТА ОТ ПЕРЕГРУЗКИ ПО ТОКУ:
включение этого светодиода означает, что срабо-
тала защита от перегрузки по току ввиду того, что
ток превышает опасные значения. При этом аппа-
рат автоматически блокируется. Выключите его се-
тевым выключателем (Поз. 7, Рис. A) и снова вклю-
чите по меньшей мере через 5 секунд.
Поз. 3 Потенциометр регулирования сварочного тока.
Поз. 4 Быстрый соединитель полюса «+».
Поз. 5 Быстрый соединитель полюса «-».
Таблица 2
Модель
PROJECT
1300 1600
Потребляемая мощность @ I
2
Max кВ 6,3 6,7
Плавкий предохранитель
замедленного действия (I
2
@ 100%)
A 16
Ток, используемый @ 25% (40°C) A 130 160
Кабель подключение к сети
Длина
Сечение
м
мм
2
3
2,5
Кабель массы
Сечение мм
2
16
 Loading...
Loading...







