37
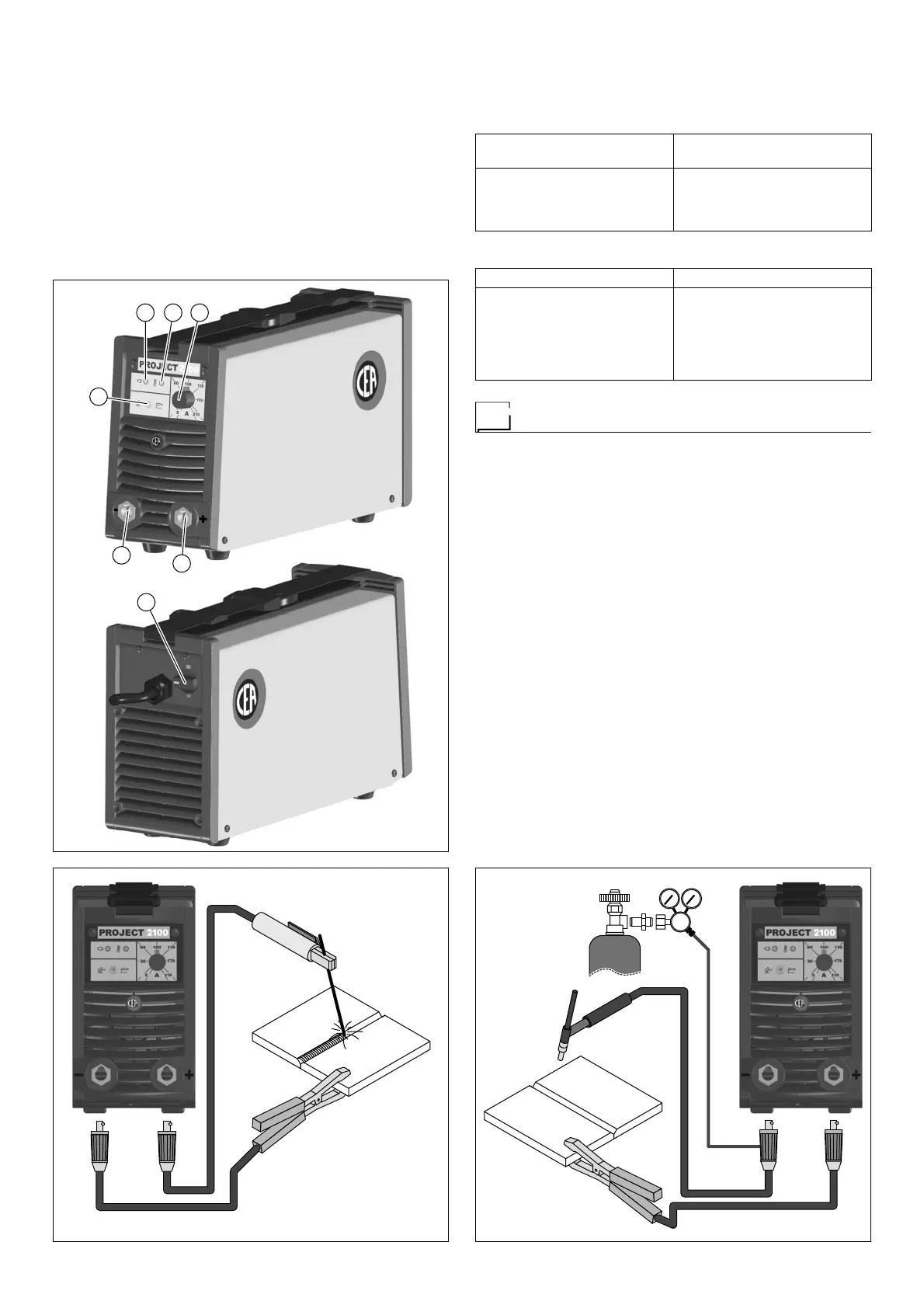
KUVA B
1 2 3
4
5
7
6
KUVA A
2000HB84
KUVA C
2000HB86
•
Korkea hitsauksille, jotka suoritetaan tasossa, etutasossa tai
vertikaalisesti nousevasti.
• Keskimääräinen päänyläpuolisille hitsauksille.
•
Alhainen vertikaalisesti laskeville hitsauksille ja yhdistettä essä
pieniä ennalta lämmitettyjä paloja.
Summittainen ohje käytettävän keskiarvovirran laskemiseksi hit-
sattaessa elektrodeilla normaalia terästä:
I = 50 x (Øe - 1)
Jossa:
I = hitsausvirran intensiteetti
Øe = elektrodin halkaisija
Esimerkki:
Elektrodin halkaisija 4 mm
I = 50 x (4 -1) = 50 x 3 = 150A
Taulukko 3
HITSAUKSEN PAKSUUS
(mm)
Ø ELEKTRODI (mm)
1,5 ÷ 3
3 ÷ 5
5 ÷ 12
12
2
2,5
3,2
4
Taulukko 4
Ø ELEKTRODI (mm) SÄHKÖVIRTA (A)
1,6
2
2,5
3,2
4
5
30 ÷ 60
40 ÷ 75
60 ÷ 110
95 ÷ 140
140 ÷ 190
190 ÷ 210
TIG-hitsaus (Kuva C)
TIG-hitsaus sulattaa hitsattavan kappaleen metallin wolframie-
lektrodilla sytytetyn kaaren avulla.
Hitsisula ja elektrodi suojataan kaasulla (argon).
Hyödyllinen ohutmetallilevyjen hitsaukseen ja yleensä vaaditta-
essa korkeaa laatua.
1) Hitsauskaapelien liitäntä:
•
Liitä kaasuletkun toinen pää TIG-polttimen dinse-liitti messä
olevaan kaasuliittimeen ja toinen pää argonkaasu pulloon.
Avaa kaasupullo.
• Kone sammutettuna:
-
Liitä maadoituskaapeli symbolilla + (positiivinen) mer-
kittyyn pikaliittimeen.
-
Liitä vastaava maadoituspuristin hitsattavaan kappa-
leeseen tai kappaleen tukitasoon kohtaan, jossa ei ole
ruostetta, maalia, rasvaa tms.
-
Liitä TIG-polttimen virtakaapeli symbolilla - (negatiivi nen)
merkittyyn pikaliittimeen.
2) Säädä hitsausvirta potentiometrillä (Ase. 3, Kuva A).
3) Aseta prosessin valitsin (Ase. 6, Kuva A) TIG-asentoon (valit-
simen vipu käännetty vasemmalle).
4) Käynnistä hitsauskone asettamalla virtakytkin asentoon 1
(Ase. 7, Kuva A).
5) Valkoinen LED-valo (Ase. 1, Kuva A) osoittaa, että hitsaus-
kone saa virtaa ja on käyttövalmis.
6) Säädä kaasun virtaus kääntämällä käsin TIG-polttimeen sijoi-
tettua venttiiliä.