17
5.2 SCHWEISSEN VON ALUMINIUM
Die Schweißmaschine muß wie für das Schweißen von
Weichstahl unter Schutzgas eingerichtet werden, wobei
allerdings folgende Unterschiede zu beachten sind:
- ARGON 100% als Schutzgas zum Schweißen.
- Ein Draht als Schweißzusatz mit einer dem zu schweißenden
Werkstoff entsprechenden Zusammensetzung:
- zum Schweißen von ALUMAN: Draht mit 3 - 5% Silizium;
- zum Schweißen von ANTICORODAL: Draht mit 3 - 5%
Silizium;
- zum Schweißen von PERALUMAN: Draht mit 5% Magne
sium;
- zum Schweißen von ERGAL Draht mit 5% Magnesium.
Für Aluminium spezielle Schleifscheiben und Bürsten
verwenden, die niemals für andere Werkstoffe verwendet
werden.
STETS DARAN DENKEN: Sauberkeit ist Qualität!
Die Drahtspulen müssen in Nylonsäcken mit einem
Entfeuchtungsmittel aufbewahrt werden.
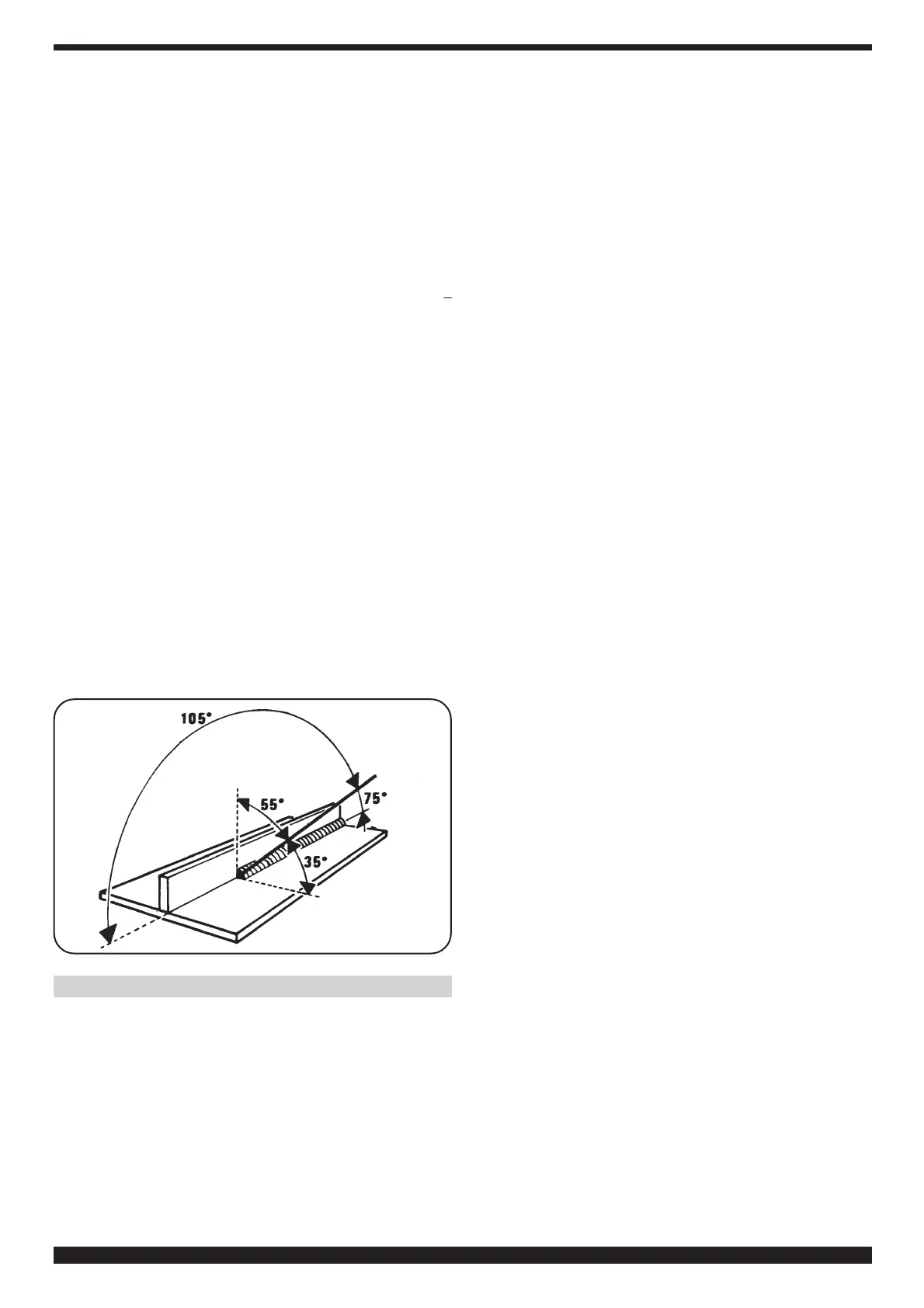
Die korrekte Brennerneigung ist in Abb. 6 illustriert.
5.3 SCHWEISSEN VON ROSTFREIEM STAHL
Die Schweißmaschine muß wie für das Schweißen von
Weichstahl unter Schutzgas eingerichtet werden, wobei
allerdings folgende Unterschiede zu beachten sind:
- Spule mit Draht aus rostfreiem Stahl, dessen Eigenschaften
mit der Zusammensetzung des zu schweißenden Stahls
verträglich sind;
- Gasflasche mit 98% ARGON und 2 % O
2
(empfohlene
Zusammensetzung).
Die empfohlene Brennerneigung und die Schweißrichtung
sind in Abbildung 6 angegeben.
6. WARTUNG UND KONTROLLEN
Die Wartung der Maschine muß vom Fachmann ausgeführt
werden.
6.1 ALLGEMEINE HINWEISE
••
••
• Vor Beginn jeglicher Kontroll- und Wartungsarbeiten die
Maschine ausschalten und den Netzstecker aus der
Steckdose ziehen.
••
••
• Die beweglichen Maschinenelemente können schwere
Verletzungen verursachen.
••
••
• Nicht in die Nähe der beweglichen Maschinenelemente
kommen.
••
••
• GLÜHENDE OBERFLÄCHEN können schwere
Verbrennungen verursachen.
••
••
• Vor Beginn der Wartungsarbeiten die heißen Teile abkühlen
lassen.
••
••
• Regelmäßig Staub und Fremdkörper entfernen, die sich
möglicherweise auf dem Transformator oder den Dioden
abgelagert haben. Hierzu einen Strahl trockener und sauberer
Luft verwenden.
••
••
• Beim Rückbau der Drahtvorschubrolle darauf achten, daß
die Rille mit dem Draht gefluchtet ist und dem
Drahtdurchmesser angemessen ist.
••
••
• Das Innere der Gasdüse stets sauber halten, damit sich
keine metallischen Brücken aus Schweißspritzern zwischen
Gas- und Stromdüse bilden.
••
••
• Sicherstellen, daß die Austrittsbohrung der Stromdüse nicht
übermäßig vergrößert ist; andernfalls die Düse austauschen.
••
••
• Den Brenner unbedingt vor Schlägen oder harten Stößen
schützen.
6.2 REPARATUR DER SCHWEISSMASCHINE
Die Erfahrung hat gezeigt, daß viele tödliche Unfälle auf
unsachgemäß ausgeführte Reparaturen zurückzuführen
sind. Aus diesem Grund ist die sorgfältige und umfassende
Überprüfung der Schweißmaschine nach der Reparatur
ebenso wichtig, wie die Prüfung einer neuen Maschine.
Darüber hinaus werden die Hersteller auf diese Weise davor
geschützt, für Fehler verantwortlich gemacht zu werden, die
andere verschuldet haben.
6.2.1 Bei der Durchführung von Reparaturen zu
beachtende Vorschriften
••
••
• Wenn die Transformator- oder Drosselspulen neu gewickelt
wurden, muß die Schweißmaschine die
Spannungsprüfungen wie in Tabelle 2 von Absatz 6.1.3 der
EN-Norm 60974 (CEI 26.13) bestehen. Die Konformität
muß wie in Absatz 6.1.3 angegeben bescheinigt werden.
••
••
• Wenn keinerlei Neuwicklung vorgenommen wurde, muß
eine gereinigte und/oder überholte Schweißmaschine eine
Spannungsprüfung mit Spannungswerten gleich 50% der in
Tabelle 2 von Absatz 6.1.3 angegebenen Werte bestehen.
Die Entsprechung ist wie in Absatz 6.1.3 angegeben zu
bescheinigen.
••
••
• Nach einer Neuwicklung und/oder dem Austausch von
Bauteilen darf die Leerlaufspannung nicht die in Absatz
10.1 der EN-Norm 60974.1 angegebenen Werte
überschreiten.
••
••
• Wenn die Reparaturen nicht vom Hersteller ausgeführt
werden, müssen die reparierten Schweißmaschinen, bei
denen Komponenten ausgetauscht oder modifiziert wurden,
mit einer Kennzeichnung versehen werden, der zu
entnehmen ist, wer die Reparaturen durchgeführt hat.
••
••
• Nach dem Ausführen von Reparaturen darauf achten
die Verkabelung so anzuordnen, daß eine sichere Isolierung
zwischen Primär- und Sekundärseite der Maschine
gewährleistet ist. Sicherstellen, daß die Kabel nicht mit
beweglichen Teilen oder mit Teilen, die sich, während des
Betriebs erwärmen, in Berührung kommen können. Alle
Kabelbinder wieder wie zuvor anbringen, damit es nicht zu
einem Schluß zwischen Primär- und Sekundärkreis kommen
kann, wenn sich ein Leiter löst oder bricht.
Fig.6
 Loading...
Loading...










