5
Inoltre in questo modo i produttori possono essere protetti
dall’essere ritenuti responsabili di difetti, quando la colpa è
da imputare ad altri.
6.2.1 Prescrizioni da seguire per le riparazioni
••
••
• Dopo il riavvolgimento del trasformatore o delle induttanze
la saldatrice deve superare le prove di tensione applicata
secondo quanto indicato in tabella 2 di 6.1.3 della norma EN
60974.1 (CEI 26.13). La conformità deve essere verificata
come specificato in 6.1.3.
••
••
• Se non è stato effettuato alcun riavvolgimento, una saldatrice
che sia stata pulita e/o revisionata deve superare una prova
di tensione applicata con valori della tensione di prova pari al
50% dei valori dati in tabella 2 di 6.1.3. La conformità deve
essere verificata come specificato in 6.1.3.
••
••
• Dopo il riavvolgimento e/o la sostituzione di parti la tensione
a vuoto non deve superare i valori esposti in 10.1 di EN
60974.1.
••
••
• Se le riparazioni non sono eseguite dal produttore, le
saldatrici riparate nelle quali siano stati sostituiti o modificati
alcuni componenti, devono essere marcate in modo che
possa essere identificato chi ha compiuto la riparazione.
••
••
•
Dopo aver eseguito una riparazione fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro isolamento
tra il lato primario ed il lato secondario della macchina. Evitare
che i fili possano andare a contatto con parti in movimento o
parti che si riscaldano durante il funzionamento. Rimontare
tutte le fascette come sulla macchina originale in modo da
evitare che, se accidentalmente un conduttore si rompe o si
scollega, possa avvenire un collegamento tra il primario ed il
secondario.
6.3 ANOMALIE D’USO
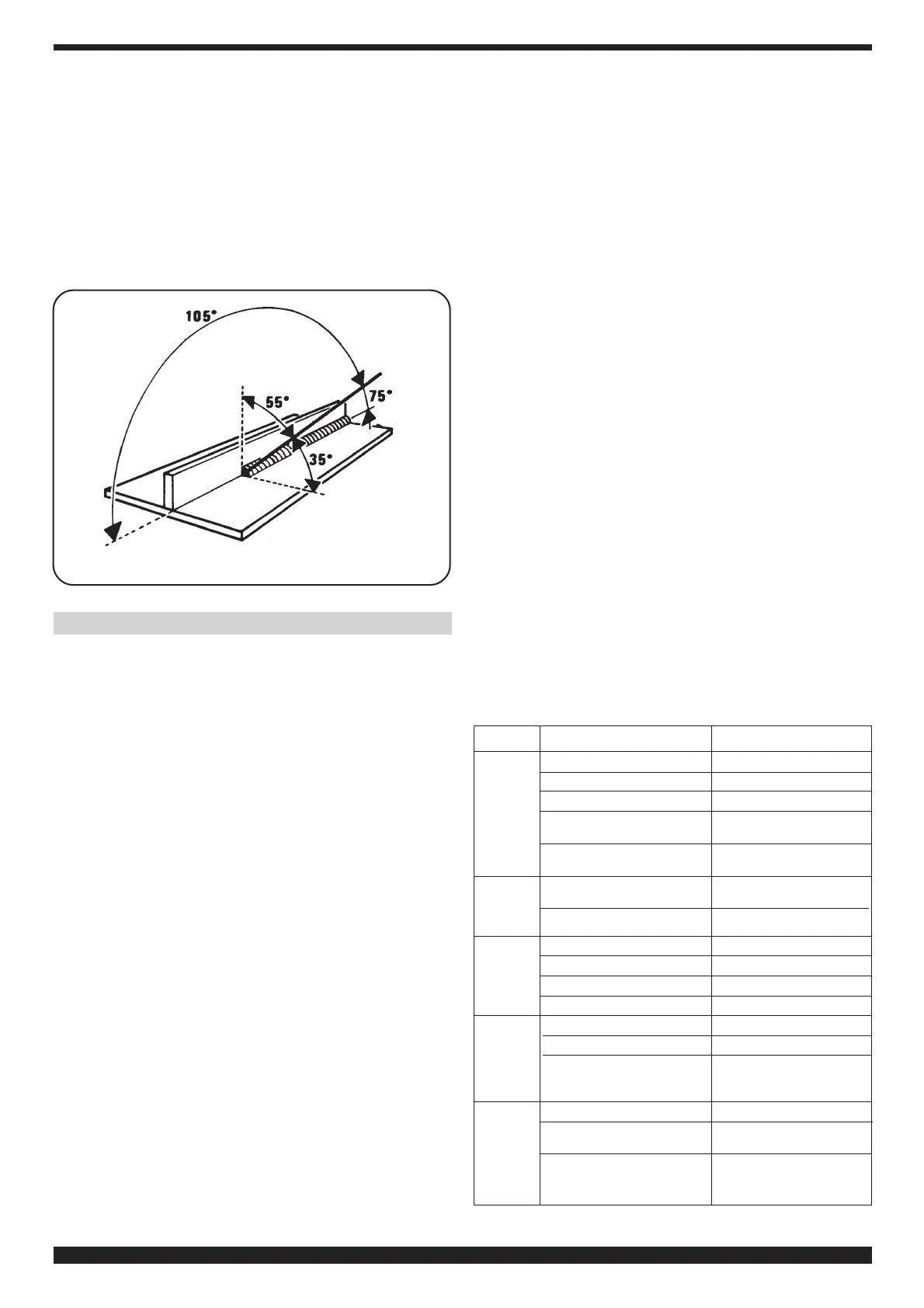
Fig.6
5.3 SALDATURA DELL’ACCIAIO INOSSIDABILE
La saldatrice deve essere predisposta come per la saldatura
dell’acciaio dolce con protezione di gas applicando le se-
guenti varianti:
— Bobina di filo di acciaio inossidabile compatibile con la
composizione dell’acciaio da saldare.
— Bombola contenente ARGON 98%+O
2
2% (composizio-
ne consigliata).
L’inclinazione della torcia e la direzione di saldatura consi-
gliate sono illustrate nella figura 6.
6 MANUTENZIONE E CONTROLLI
La manutenzione deve essere eseguita da personale qualificato.
6.1 NOTE GENERALI
••
••
• Spegnere la saldatrice e togliere la spina di alimentazione dalla
presa prima di ogni operazione di controllo e manutenzione.
••
••
• Le parti in movimento possono causare gravi lesioni.
••
••
• Tenersi lontano da parti in movimento
••
••
• LE SUPERFICI INCANDESCENTI possono causare gravi
bruciature.
••
••
• Lasciar raffreddare prima di procedere alla manutenzione.
••
••
• Asportare periodicamente la polvere o i materiali estranei che
eventualmente si fossero depositati sul trasformatore o sui
diodi; per fare ciò usare un getto di aria secca e pulita.
••
••
• Nel rimontare il rullo trainafilo fate attenzione che la gola sia
allineata al filo e che corrisponda al diametro del filo usato.
••
••
• Mantenere costantemente pulito l’interno dell’ugello gas
in modo da evitare ponti metallici costituiti da spruzzi di
saldatura tra l’ugello gas e l’ugello portacorrente. Assicu-
rarsi che il foro di uscita dell’ugello portacorrente non si sia
eccessivamente allargato, in caso contrario sostituirlo.
••
••
• Evitare nel modo più assoluto di battere la torcia o di farle
subire urti violenti.
6.2 RIPARAZIONI DELLE SALDATRICI
L’esperienza ha dimostrato che molti incidenti mortali sono
originati da riparazioni non eseguite a regola d’arte. Per
questa ragione un attento e completo controllo su di una
saldatrice riparata è altrettanto importante quanto quello
eseguito su di una saldatrice nuova.
PROBABILE CAUSA
Fusibile di linea bruciato
Diodo o diodi bruciati
Scheda elettronica bruciata
Collegamenti elettrici di potenza
torcia o massa allentati
Commutatore regolazione tensione
con un contatto incerto
Errata regolazione dei parametri di
saldatura
Collegamenti di massa insufficienti
Gola rullo trainafilo troppo larga
Guaina otturata o intasata
Rullo premifilo non stretto
Ugello porta corrente otturato
Diametro ugello portacorr. sbagliato
Gola del rullo non allineata
Guaina otturata o intasata
Insufficenza del gas di protezione
Lembi da saldare, troppo ossidati
Ugello gas intasato parzialmente o
totalmente dagli spruzzi
RIMEDIO
Sostituire fusibile
Sostituire
Sostituirla
Stringere tutti i collegamenti
Cambiare il commutatore
Regolarli con i potenziometri ten-
sione di saldatura e velocità filo
Controllarne l'efficenza
Sostituire il rullo
Sfilarla e pulirla
Stringerlo
Sostituirlo
Sostituirlo
Allinearla
Sfilarla e pulirla
Aumentare la portata del gas
Pulirli accuratamente con una
spazzola metallica
Smontarlo e pulirlo avendo cura
di non intasare i fori di uscita del
gas, oppure sostituirlo
ANOMALIA
Erogazione
di corrente
limitata
Saldatura
con molte
proiezioni di
metallo
Il filo non
avanza o
avanza
irregolar-
mente
Il filo si blocca
e si attorciglia
tra i rulli e il
guidafilo
d’entrata in
torcia
Porosità nel
cordone di
saldatura