55
doitettu ja kapasiteetiltaan riittävän suuren koneen
ottotehoon I1 nähden.
Keltavihreä suojamaadoitusjohto on kytkettävä pistotul-
pan suojamaadoitusnapaan. Sulakkeiden tulee olla
koneen ottotehon I1 mukaisesti mitoitettuja.
VAROITUS!: Kaikkien jatkojohtojen, joiden pituus on kor-
keintaan 30m, johtimien poikkileikkauspinta-alan pitää
olla väh. 2,5mm2.
3.1 KÄYTTÖÖNOTTO
Ammattitaitoisen henkilön tulee suorittaa koneen käyttö-
kuntoon asentaminen ja kaikessa tulee noudattaa voi-
massa olevia turvallisuusmääräyksiä ja -lakeja.
( katso CEI 26-10 ja CENELEC HD 427).
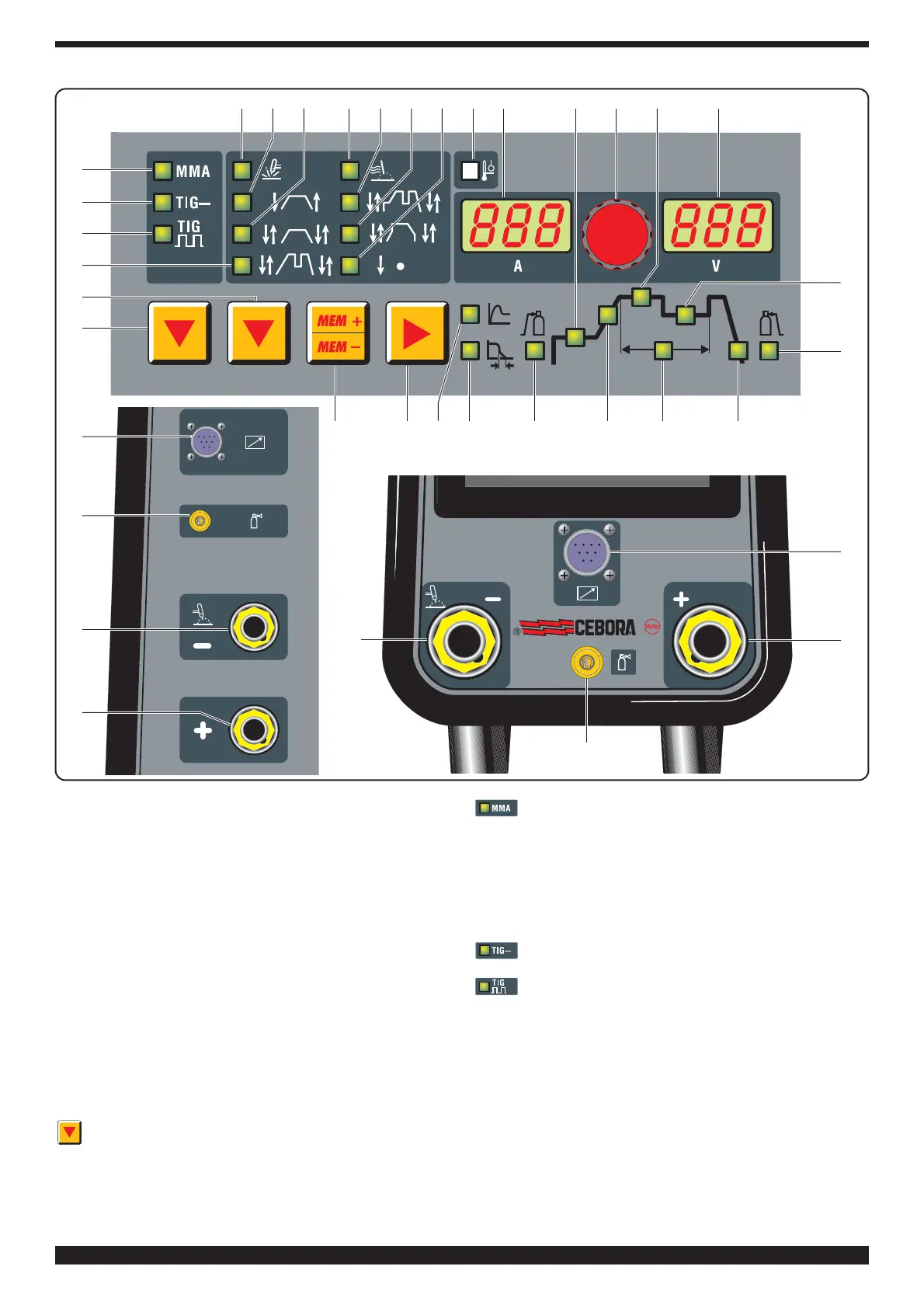
3.2 KONEEN YLEISKUVAUS
AL - Prosessin valintakytkin
Tämän kytkimen avulla valitaan hitsaustapa ( Puikko
tai TIG-hitsaus). Valinta vaihtuu joka kerta kun kytkintä
painetaan. Merkkivalo ilmaisee aktiivisena olevan valin-
nan.
B - Merkkivalo puikkohitsaukselle
Tällä koneella voidaan hitsata, selluloosapuikkoja lukuun
ottamatta, kaiken tyyppisillä hitsauspuikoilla.
Puikkohitsauksessa hitsausvirta säädetään nupilla O,
lisäksi voidaan säätää valokaaren karheutta ("arc
force") (MERKKIVALO AN) ja aloitusvirtaa ("hot start") (
MERKKIVALO AM).
AH - Merkkivalo jatkuvalle TIG-hitsaukselle
AI - Merkkivalo pulssi TIG-hitsaukselle
Pulssin taajuus on säädettävissä 0,16 - 500Hz ( MERK-
KIVALO T ) taukovirta ja perusvirta on aktivoitavissa, vai-
htoehtoisesti; joko merkkivalolla X tai W, ja ne ovat sää-
dettävissä nupilla O.
Pulssin taajuuden ollessa 0,16 - 1,1 Hz välillä, on
näytössä P joko taukovirran tai perusvirran arvo.
Merkkivalot X ja W palavat vuorotellen; pulssin laajuuden
ollessa suurempi kuin 1,1 Hz on näytössä P molempien
virtojen, tauko ja perusvirta, keskiarvo ja merkki-
valot X ja W palaa.
AH
AI
G
A
AL
Y
Z
AA
AA
AB
W
V
Y
AB
UTSAOANAMRQ
B
CEF DHILMP AP O X N
Z
Kuva. 1