82
överström för att förbättra elektrodens tändning.
Regleringen görs med vredet O.
AN - Lysdiod för Arc-force
Kan väljas med knappen R om svetssättet MMA har valts
(lysdiod B). Den är en procentsats av svetsströmmen.
Displayen P visar värdet som kan regleras med vredet O.
Överströmmen gynnar förflyttningen av den smälta metal-
lens droppar.
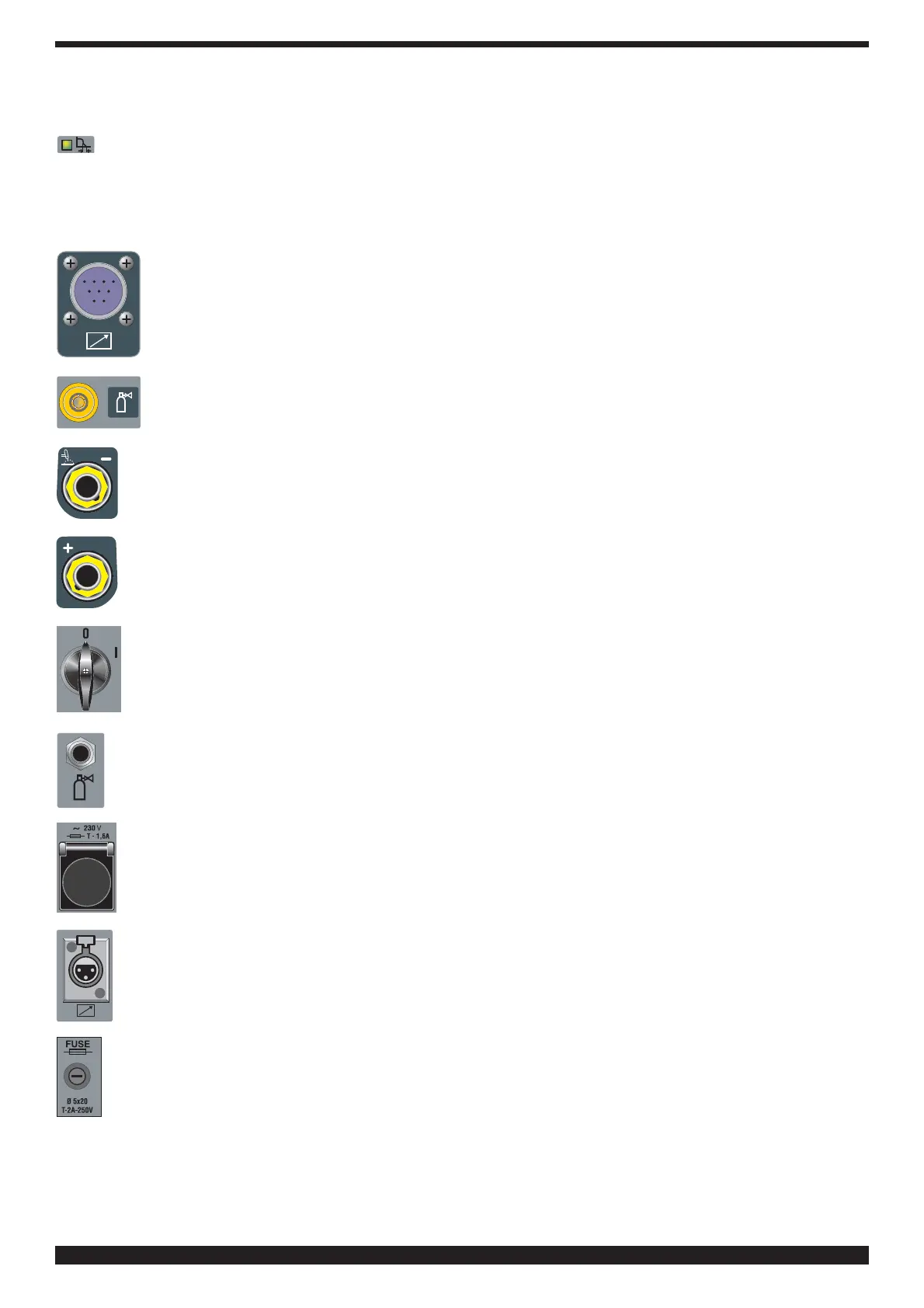
Y - 10-poligt kontaktdon
Fjärrkontrollerna som beskrivs i avsnitt 4
ska anslutas till detta kontaktdon.
Mellan stift 3 och 6 finns en ren kontakt som
signalerar bågens tändning (5 A, 230 V).
Z - KOPPLING (1/4 GAS)
Ansluter gasslangen för svetspistolen för
TIG-svetsning.
AA - negativ utgångsklämma (-)
AB - positiv utgångsklämma (+)
AC - strömbrytare
Sätter på och stänger av svetsen.
AD - koppling för gasinlopp
AE - Uttag
Till detta uttag ska kylaggregatet art.nr. 1341
anslutas.
Varning! Max. effekt: 360 VA - ampere: 1,6.
Anslut inte verktyg såsom smärgelslipmaskiner
eller liknande.
AF - Kontaktdon
3-poligt kontaktdon till vilket ledningen för
kylaggregatets tryckvakt ska anslutas.
AG - Säkring
3.3. ALLMÄNNA ANMÄRKNINGAR
Innan Du använder svetsen, läs noggrant igenom normer-
na CEI 26/9 - CENELEC HD 407 och CEI 26.11 - CENE-
LEC HD 433. Kontrollera vidare att kablarnas, elektrod-
hållarnas, uttagens och stickkontakternas isoleringar är
hela. Försäkra Dig dessutom om att längden och
tvärsnittsarean är kompatibel med den använda ström-
men.
3.4. SVETSNING MED BELAGDA ELEKTRODER
(MMA)
- Denna svets lämpar sig för svetsning av alla typer av
elektroder med undantag av typen för cellulosaplast
(AWS 6010)*.
- Försäkra Dig om att huvudströmbrytaren AC är i läge 0.
Anslut därefter svetskablarna utifrån den begärda polari-
teten från tillverkaren av de elektroder som ska användas.
Anslut arbetsstycket till jord med skyddsledaren så nära
svetsningsstället som möjligt och försäkra Dig om att där
är god elektrisk kontakt.
- Ta inte samtidigt i svetspistolen eller elektrodhållaren
och jordklämman.
- Sätt på svetsen med huvudströmbrytaren AC.
Välj svetssätt MMA genom att trycka på knapp A. Tänd
lysdiod B.
- Reglera strömmen utifrån elektrodens diameter,
svetsläget och den typ av svetsfog som ska utföras.
- Vid avslutad svetsning, kom alltid ihåg att stänga av
svetsen och ta ut elektroden ur dess hållare.
Se det tidigare avsnittet om du vill reglera funktionerna för
Hot-start (lysdiod AM) och Arc-force (lysdiod AN).
3.5. TIG-SVETSNING
Denna svets lämpar sig för TIG-svetsning av rostfritt stål,
järn och koppar.
Anslut jordkabelns kontaktdon till svetsens positiva (+)
pol och klämman till arbetsstycket så nära svets-
ningsstället som möjligt och försäkra Dig om att där är
god elektrisk kontakt.
Anslut effektkontaktdonet på svetspistolen för TIG-svets-
ning till svetsens negativa (-) pol.
Anslut kontaktdonet för styrning av svetspistolen till svet-
sens kontaktdon Y.
Anslut svetspistolens gaskoppling till svetsens koppling Z
och gasslangen från gasflaskans tryckreduceringsventil
till gaskopplingen AD.
3.5.1 Kylaggregat
Om en vattenkyld brännare används ska kylaggregatet
användas.
3.5.1.1 Förklaring av tekniska data
U1 Nominell matningsspänning
1x400V Enfasmatning
50-60 Hz Frekvens
I1max Max. strömförbrukning
Pmax Max. tryck
P (1l/min) Kylkapacitet uppmätt i l/min
3.5.1.2 Beskriving av skydd.
- Skydd för kylvätsketryck
Detta skydd består av en tryckvakt, som sitter i vätskans
tryckledning, som styr en mikrobrytare. Meddelandet
H2O blinkar på displayen P för att signalera lågt tryck.