79
MI300T 220V
qj
FR
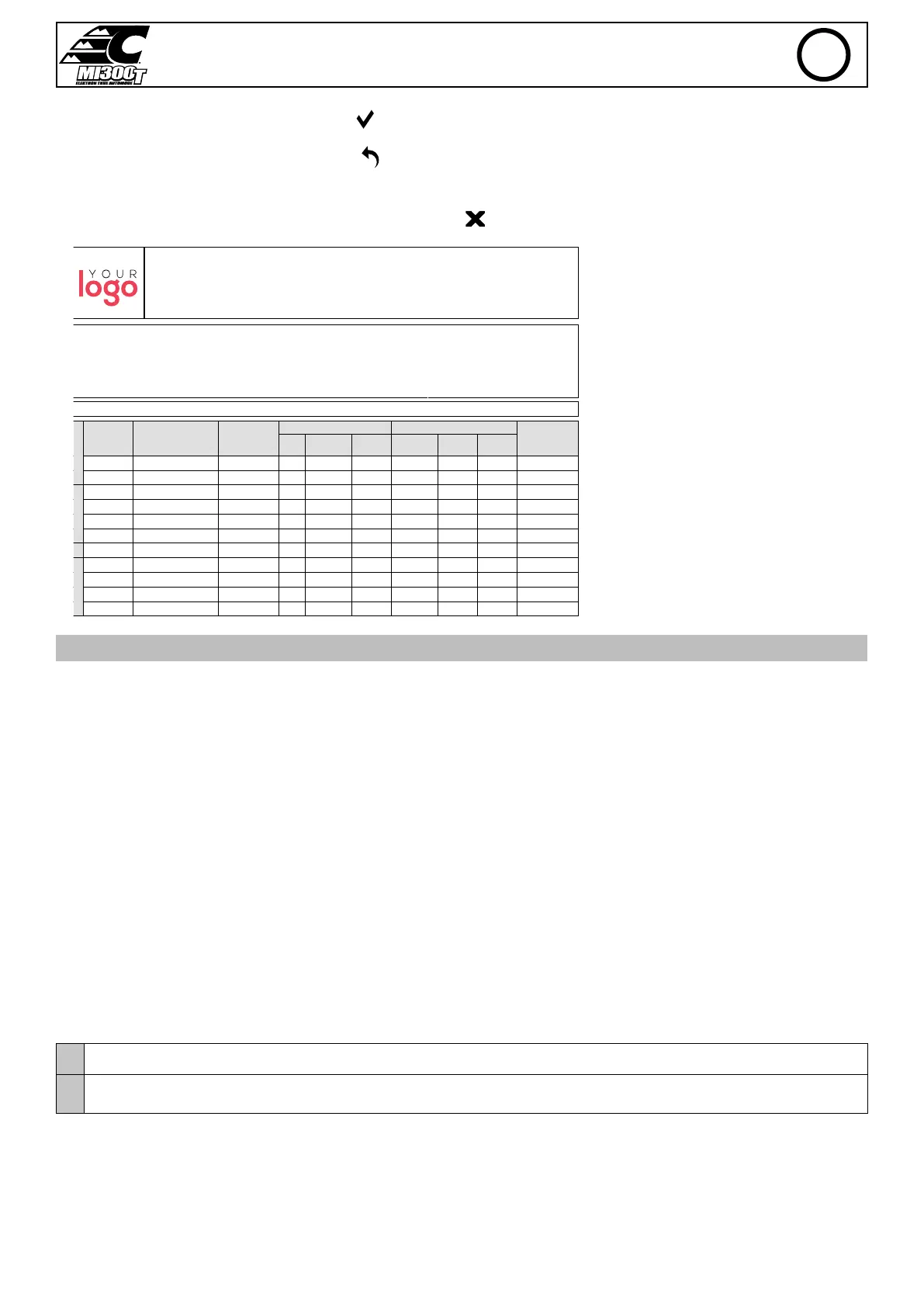
Pour valider les modications, cliquer sur le bouton .
Pour annuler les modications, cliquer sur le bouton
.
4.4 - Supprimer un point paramétré dans le chier USER :
Sélectionner un point paramétré dans la liste puis cliquez sur le bouton
à droite de la liste.
Raison sociale :
Adresse :
Ville :
Code pos tal :
JBDC
ZI, 13 4 Bd des Loges
53941
Saint-Berthevin
Email : contact@companyname.com
www.companyname.comSite Web :
Téléphone :
Télécopie :
0243510101
0243510102
1450UT53
Immatriculation :
308SW
Modèle :
01/01/2017
Mise en circulation :
AILE ARRIERE
OPERATEUR
ntervenant :
rdre de réparation :
977AC92
Commentaires
ate du journal :
05/04/2018
Marque :
PEUGEOT
N° châssis :
12365849
ommentaires :
ntervention :
Date Mode Outil
Consignes
Tem ps
(ms)
Intensité (kA)
Serrage
(daN)
Mesures
Intensité (kA)
Serrage
(daN)
Etat
YSPOT BP.LG (1712009013)
Epaisseur
(mm)
d
1 Auto Pince en C n°1 Point Ok630 9,4 325 9,4 325 3,505/04/18 10:22
2 Auto Pince en C n°1 Point Ok630 9,4 325 9,3 325 3,505/04/18 10:22
3 Auto Pince en C n°1 Point Ok490 8,2 240 8,2 240 2,005/04/18 10:22
4 Auto Pince en C n°1 Point Ok510 8,3 250 8,2 245 2,105/04/18 10:22
5 Auto Pince en C n°1 Point Ok510 8,3 250 8,3 245 2,105/04/18 10:22
6 Normal P ince en C n°1 Point Ok350 7,3 225 7,3 225
-
05/04/18 10:23
7 Normal P ince en C n°1 Point Ok350 7,3 225 7,2 225
-
05/04/18 10:23
8 Normal P ince en C n°1 Point Ok400 8,1 265 8,0 265
-
05/04/18 10:23
9 Normal P ince en C n°1 Point Ok400 8,1 265 8,1 260
-
05/04/18 10:23
0 Normal Pince en C n°1 Point Ok400 8,1 265 8, 1 270
-
05/04/18 10:23
1 Manuel Pince en C n°1 Pression faible400 8,1 510 8,1 440
-
05/04/18 10:23
PRÉCAUTION D’EMPLOI ET ENTRETIEN
Formation de l’utilisateur
Les utilisateurs de cette machine doivent recevoir une formation adaptée à l’utilisation de la machine an de tirer le maximum des performances de
la machine et de réaliser des travaux conformes (exemples : formation de carrossier).
Préparation des pièces à assembler
Il est indispensable de décaper et d’accoster la zone à souder.
Dans le cas d’une application de protection, bien s’assurer que cette dernière est conductrice en faisant un test au préalable sur un échantillon.
Soudage à l’électrode monopoint
Lors d’une réparation sur un véhicule, vérier que le constructeur autorise ce type de procédé de soudage.
Utilisation du bras de dessous d’aile
La pression maximum se situe à 100 daN.
Joints toriques de noix de serrage du bras G9.
A l’intérieur des 2 noix de serrage des bras, se trouve 2 joints toriques qu’il faut remplacer en cas de fuites ou tous les 6 mois. Ces 2 joints sont
nécessaires pour éviter tout risque de fuite de liquide.
Ces joints sont des joints torique d=25, joue de 4. Lors du remplacement de ces joints, il faut mettre de la graisse sur ceux-ci. (ref. 050440 : graisse
contact)
Niveau et ecacité du liquide de refroidissement
Le niveau de liquide de refroidissement est important pour le bon fonctionnement de la machine. Il doit toujours être compris entre le minimum et le
maximum indiqué sur le chariot. Faire l’appoint avec de l’eau déminéralisée si nécessaire.
Remplacer le liquide de refroidissement tous les 2 ans :
1 Couper l’alimentation grâce à l’interrupteur situé à l’arrière de la machine (position OFF) et débrancher l’appareil de l’installation électrique.
2 Placer un bac de récupération (30 l min. de contenance) sous l’orice de vidange de la machine.