38
Torch operating modes
N.B.! For information on how to set the available parameters,
and on the setting range and units of these parameters, please
see the section headed "The set-up menu".
2-step mode
2-step operation is suitable for
- tacking-jobs
- short weld-seams
- Automatic and robot welding
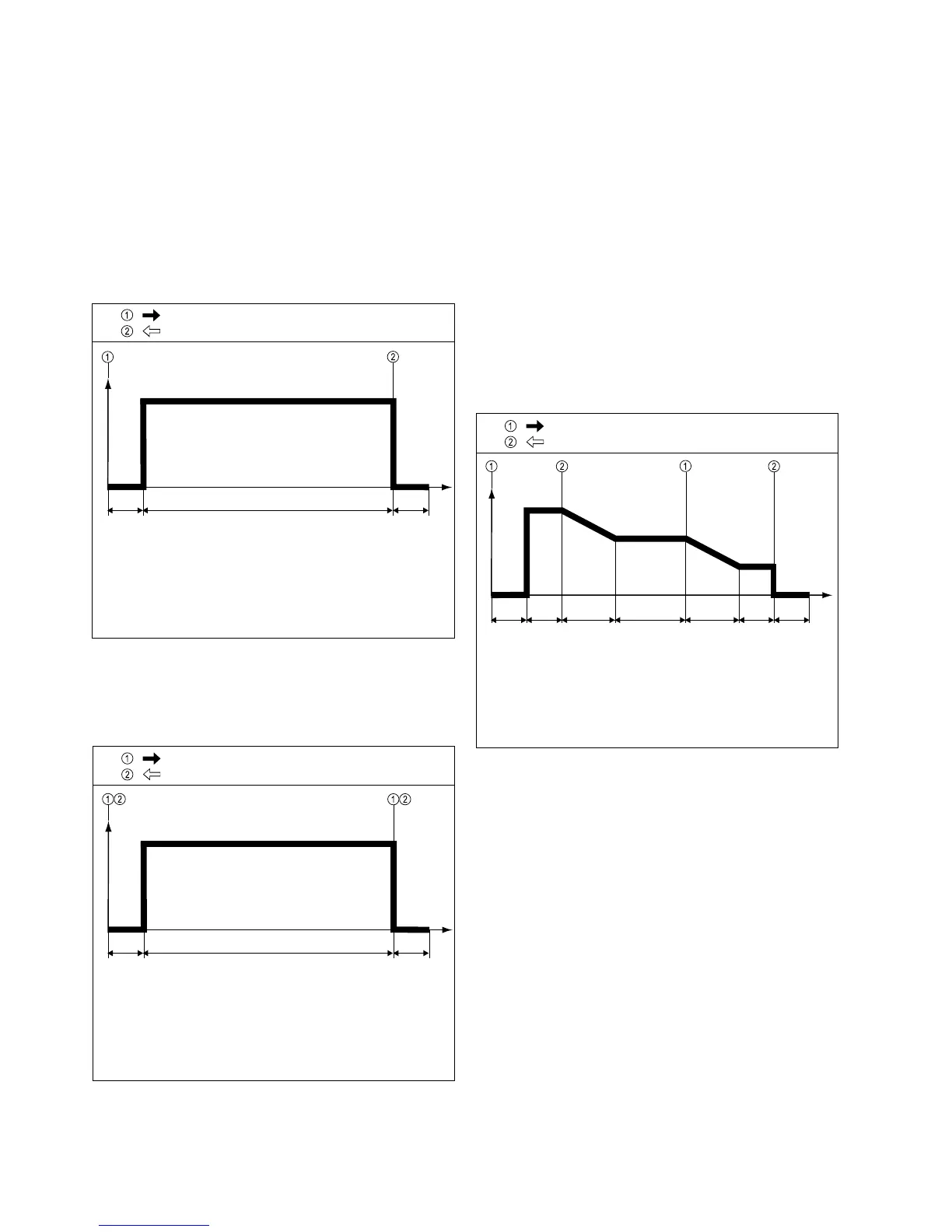
4-step mode
4-step mode is suitable for longer weld seams.
4-step mode (aluminium)
The "4-step mode (aluminium)" is particularly suitable for
welding aluminium materials. The special pattern of the current
curve takes account of the high thermal conductivity of alumi-
nium:
- Starting current (I-S): For rapid heating-up of the base
metal, despite the high thermal dissipation at the start of
welding
- Slope (SL): The starting current is continuously lowered
down as far as the welding current
- Welding current: For an even, uniform thermal input into
the base metal, which is heated up by advancing heat
- Slope (SL): The welding current is continuously lowered
down as far as the final current
- Final current (I-E): By preventing local overheating of the
base metal by heat build-ups towards the end of welding,
this eliminates any risk of weld drop-through.
Fig.7c 4-step mode (aluminium)
Press and hold the torch trigger
Release the torch trigger
Fig.7a 2-step mode
Press and hold the torch trigger
Release the torch trigger
I
t
Press the torch trigger
Release the torch trigger
Welding current
Gas pre-flow time (GPr)
Gas post-flow time (GPo)
Fig.7b 4-step mode
I
t
Welding current
Gasv pre-flow time (GPr)
Gas post-flow time (GPo)
I
t
Welding current
Gas pre-flow time (GPr)
Gas post-flow time (GPo)
Starting current (I-S)
Slope (SL)
End current (I-E)
Slope (SL)