90
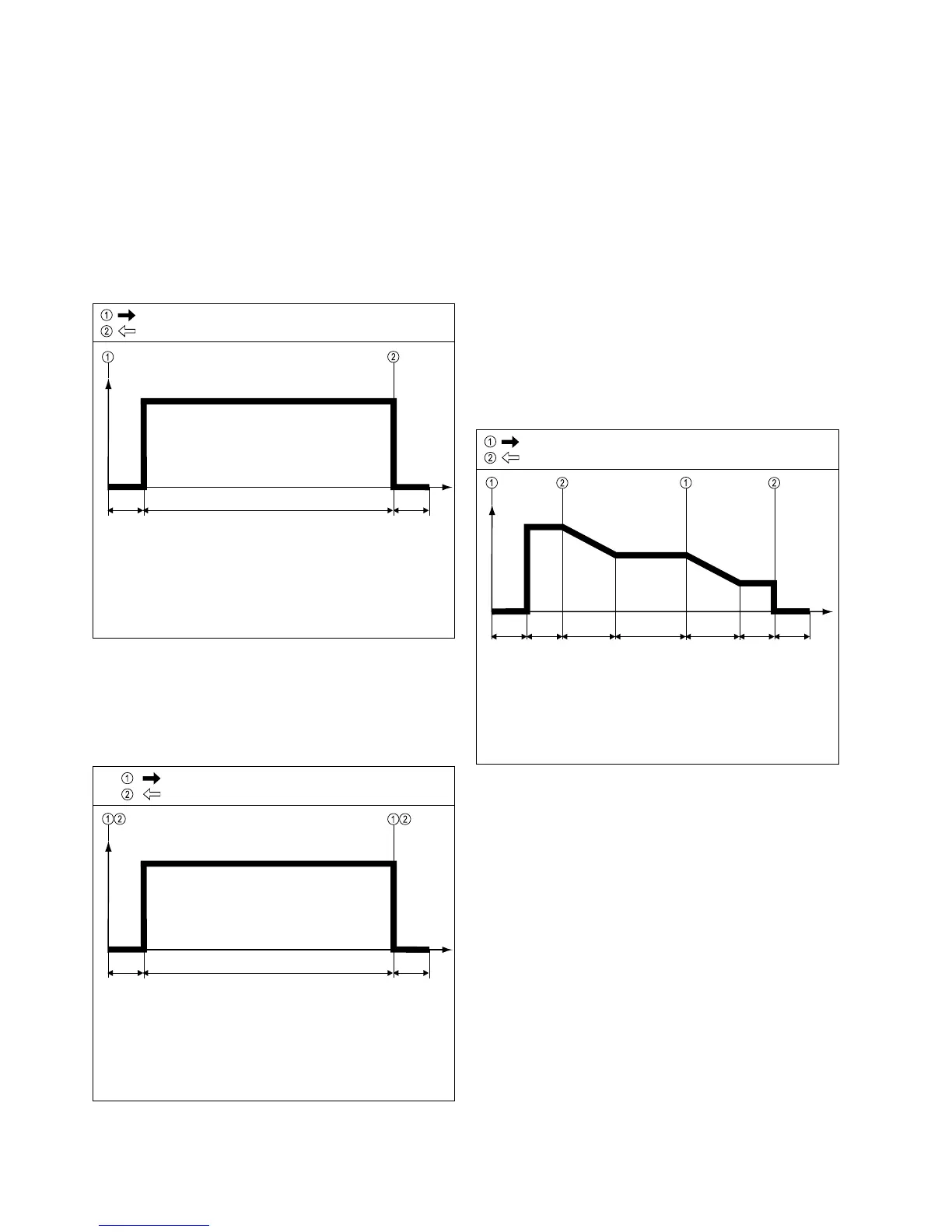
Funzionamento a 4 tempi
Il funzionamento a 4 tempi è particolarmente adatto per
l’esecuzione di giunti saldati lunghi.
Ill.7c 4 tempi aluminium
Ill.7a 2 tempi
Pulsante di comando del canello permuto e mantenuto in posizione
Rilascio del pulsante di comando del canello
I
t
Pulsante di comando del canello permuto
Rilascio del pulsante di comando del canello
Corrente di saldadura
Tempo di flusso
iniziale del gas (GPr)
Tempo di flusso finale
del gas (GPo)
Ill.7b 4 tempi
I
t
I
t
Corrente di saldadura
Corrente di partenza (I-S)
Curva (SL)
Corrente finale (I-E)
Curva (SL)
Corrente di saldadura
Tempo di flusso
iniziale del gas (GPr)
Tempo di flusso finale
del gas (GPo)
Pulsante di comando del canello permuto e mantenuto in posizione
Rilascio del pulsante di comando del canello
Tempo di flusso
iniziale del gas (GPr)
Tempo di flusso finale
del gas (GPo)
Modi di funzionamento del cannello della saldatrice
Avvertenza! Per le indicazioni su regolazione, gamma di
settaggio e unità di misura dei parametri disponibili vedere il
capitolo „Menù di settaggio“.
Funzionamento a due tempi
Il modo di „funzionamento a due tempi“ è adatto per
- saldatura a punti
- brevi giunti saldati
- saldatura automatica e con robot
Funzionamento a 4 tempi alluminio
Il modo di „funzionamento a 4 tempi alluminio“ è particolarmen-
te adatto alla saldatura di materiali contenenti alluminio. Lo
speciale comportamento della corrente di saldatura tiene con-
to dell‘elevata conduttività termica dell‘alluminio:
- Corrente iniziale (I-S): per il rapido riscaldamento del
materiale base nonostante l‘elevata dispersione termica
all‘inizio della saldatura
- Curva (SL): costante abbassamento della corrente iniziale
rispetto alla corrente di saldatura
- Corrente di saldatura: apporto uniforme di temperatura al
materiale base riscaldato con calore iniziale
- Curva (SL): costante abbassamento della corrente di sal-
datura rispetto alla corrente finale
- Corrente finale (I-E): per evitare il surriscaldamento locale
del materiale base dovuto ad accumulo termico alla fine
della saldatura ed evitare la possibile caduta del giunto
saldato.