19
Temperature Measurement for Automated Processes
This process starts with reinforcing parts
that have been stored in a warehouse.
In either the warehouse or during
transport to the molding line, these
parts can become wet due to moisture
condensation or exposure to inclement
weather. If that happens, they may not
reach a high enough temperature in the
molding press and nished panels will be
of poor quality.
The parts go into the press two at a
time from a conveyor where they are
sealed together and the nished door
panel is molded into the required shape
for a specic car model. If the parts are
wet, this creates steam in the press and
causes mold temperature to be too low.
However, it was found that movement of
wet parts on the conveyor causes their
temperature to be lower than normal. So,
just before the parts go into the press,
the conveyor stops and an IR camera
makes a non-contact measurement
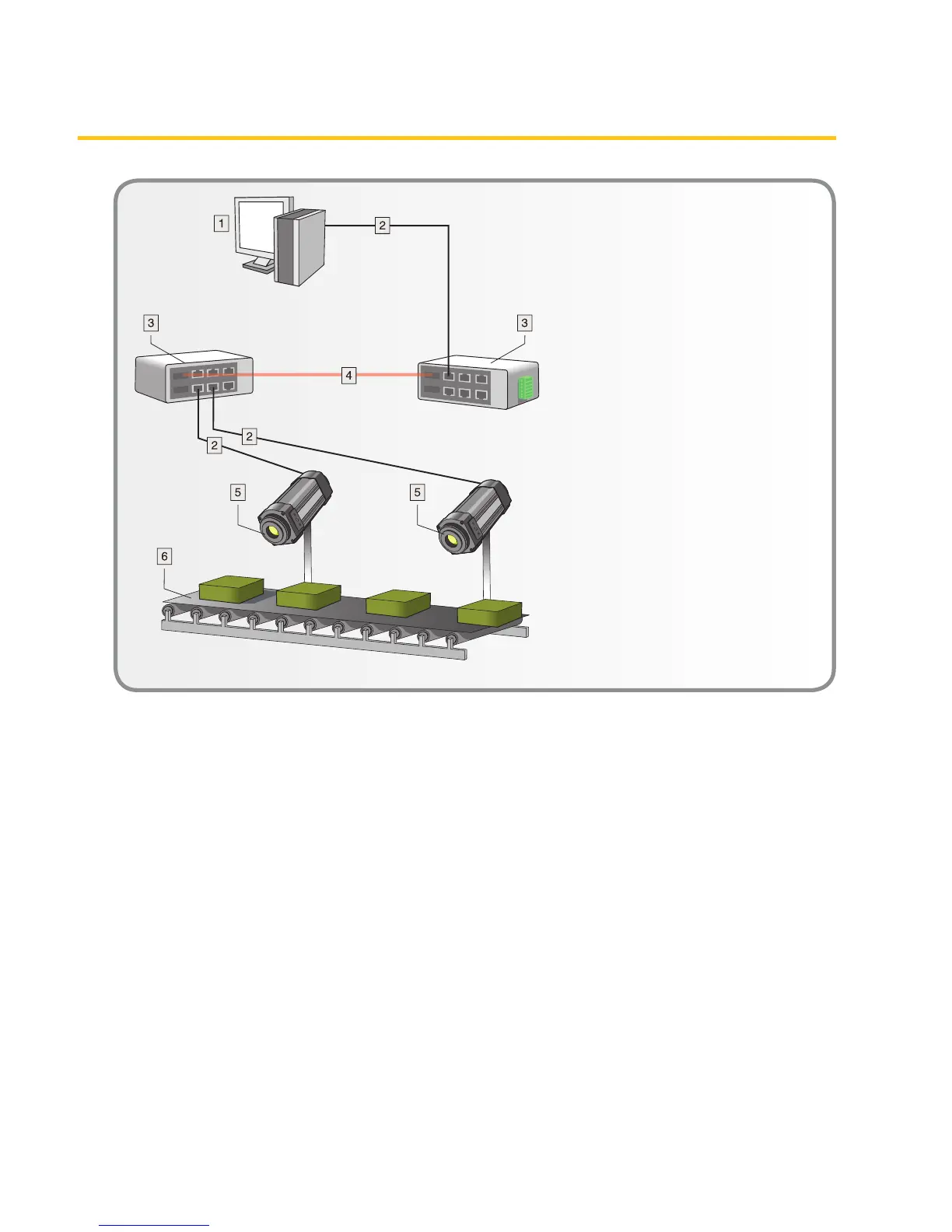
of their temperature. The diagram in
Figure 4 is typical for this type of quality
control application.
The IR camera’s area tools are applied to
the thermographic image to check for
the minimum allowable temperature of
the two parts. If either temperature is
below the setpoint (typically, the ambient
temperature), then a digital I/O output to
a PLC causes an alarm to be sounded and
Figure 4. Typical Go/No-Go QC inspection system using IR cameras.
1 Computer or PLC
2 CAT-6 Ethernet cable with
RJ45 connectors
3 Industrial Ethernet switches
with ber optic ports
4 Fiber optic cable
5 ThermoVision™ A320 or A325
cameras
6 Industrial process to be
monitored, e.g., items on a
conveyor belt