20
Chapter 3
the molding line is halted so the parts can
be removed.
For OEMs, preventing bad panels from
getting to the end product avoids a
potential loss of business. Warranty
replacement of a door panel after an end
customer takes possession of the car is an
expensive proposition for the OEM.
The trick is to make sure the camera is
measuring the temperature of the parts
and not the oor beneath the conveyor,
which is within the camera’s FOV and
typically much cooler. This occurs when
the parts are not in the proper position. A
photoelectric detector tells the PLC when
the parts enter the press area; otherwise
its ladder logic ignores the alarm output
from the camera.
Continuous Process Monitoring.
Temperature is an important variable
in many processes. It can either be an
integral part of a process or act as a
proxy for something else. The following
describes an example that encompasses
both of these situations.
Articial ber production typically
involves a continuous extrusion process.
Multiple strands may be extruded
simultaneously or, in the case of non-
woven sheets, a web process may be
involved. In either case, monitoring
the temperature of the material as it
comes out of the extruder can detect
strand breakage or material blockage
and backup in the process. Using an IR
camera for unattended monitoring can
catch these malfunctions early, before
a huge mess is created that causes
a long machinery outage and costly
production losses. In addition, the actual
temperature readings can be used for
trend analysis.
Depending on the application, either the
spot or area measurement functions of
the camera can be used. In the latter case,
it is likely that the application would take
advantage of all the area measurement
capabilities – minimum, maximum, and
average temperatures of the dened
area. If any of these were to fall outside
the user-dened limits, the application
program running on a PC or PLC
could instantly shut down the process
machinery.
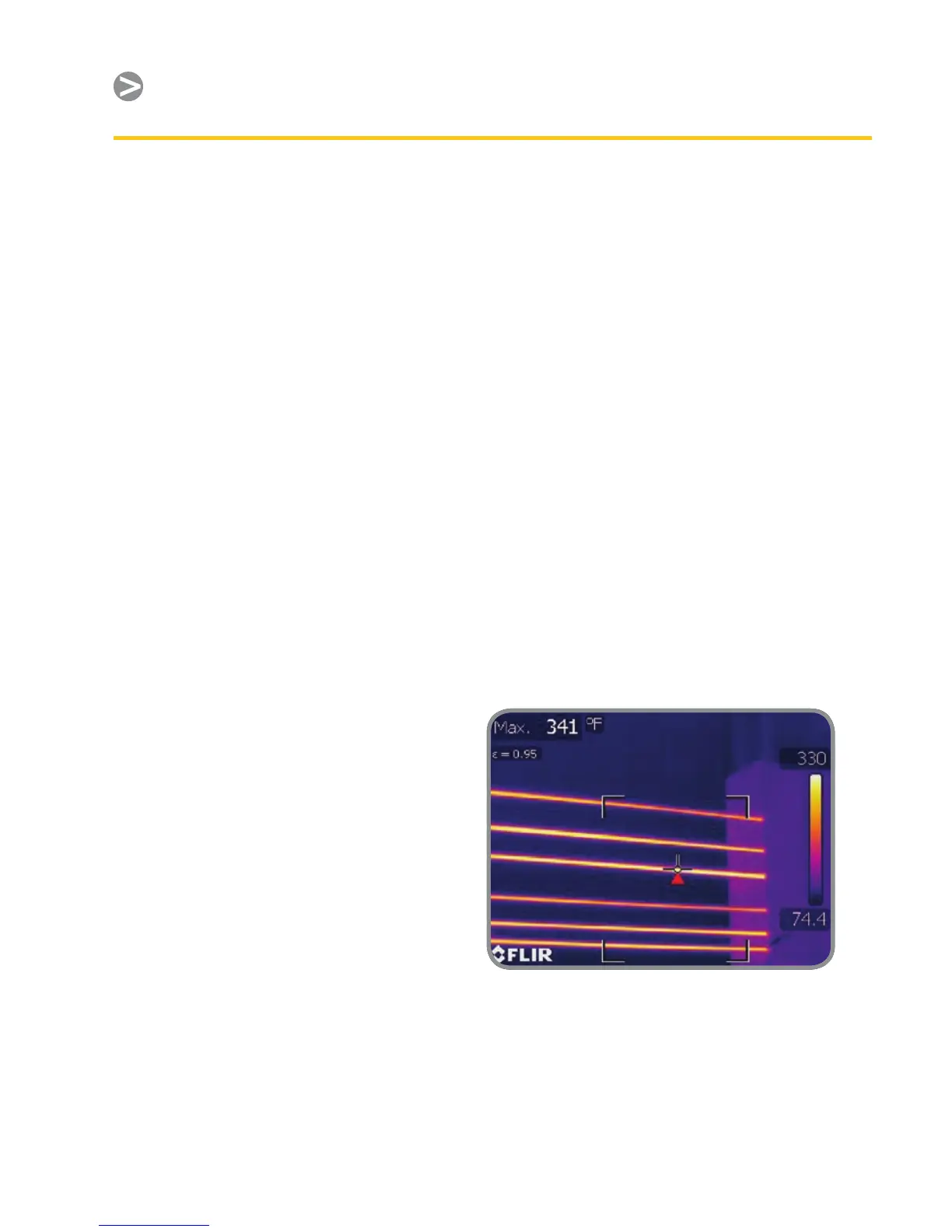
In one such application, FLIR
customized the camera rmware to
allow simultaneous monitoring of up
to 10 dierent areas. Figure 5 shows a
monitored area covering six ber strands
coming out of the extruder, along with an
alarm setpoint temperature in the upper
left corner.
Figure 5. Monitoring of articial bers coming
out of an extruder.
As in the case of many remote monitoring
applications, the user may choose to
route the camera’s analog video to a
control room monitor. For cameras
with an Ethernet connection, digitally