15
Drücken und
Loslassen der Brennertasterwippe
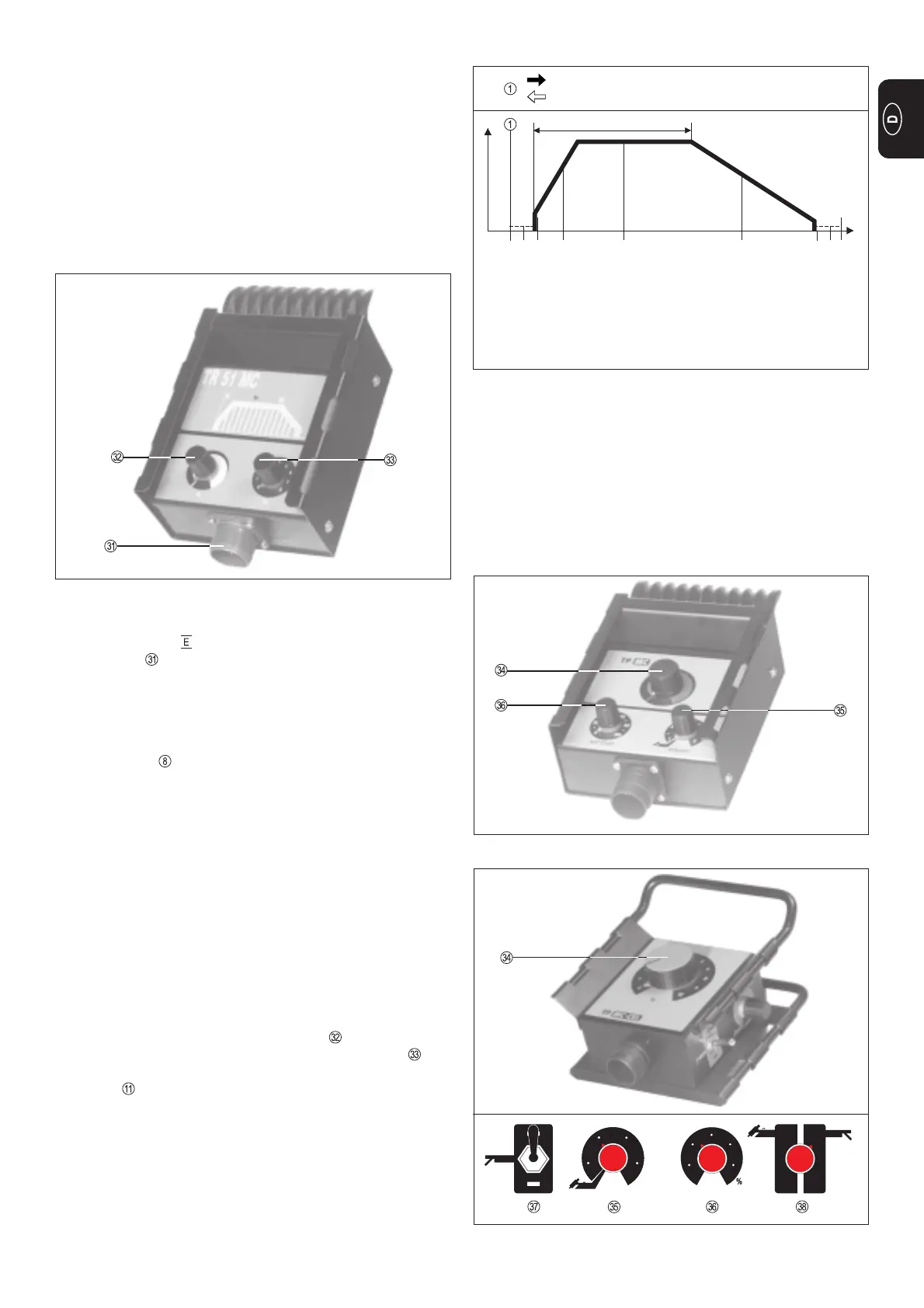
FERNREGLER TP MC / TP MC-CEL
Verwenden Sie diese Arbeitsplatzfernregler speziell für die Elek-
trodenhand- und WIG-DC-Schweißung.
Abb.20 Fernregler TP mc
Abb.20a Fernregler TP mc-CEL
Abb.19 Funktionsablauf mit WIG-Punktierfernregler TR51mc
I
t
I
H
Zyklus-Start
Gasvorströmzeit
Stromanstieg über UP-Slope
Gasnachströmzeit
Schweißende
Zünden des Lichtbogens
Punkten mit
eingestelltem Schweiß-
strom I
H
in Verbindung
mit Punktzeit t
H
Stromabsenkung über
Down-Slope
t
H
DYNAMIC
5
3
1
7
9
0
20
40 60
80
10 0
HOT START
WIG-PUNKTIERFERNREGLER TR 51MC
Das Schweißen rostfreier Konstruktionen im Dünnblechbereich ist
bedingt durch starken Materialverzug oftmals nicht möglich. Hier
kommt die Punktschweißung zur Anwendung. Ebenso können
Verbindungsstellen, welche nur einseitig zugänglich sind, nach
dem WIG-Punktverfahren problemlos bewältigen werden.
Wichtig! Aluminiumwerkstoffe lassen sich üblicherweise durch
die WIG-Punktschweißung nicht - oder nur schlecht verbinden,
da die Oxydhaut zwischen den Blechen im Schmelzbereich nicht
entfernt wird.
Fernregleranschluß
- Anschlußbuchse
der Stromquelle mittels Fernreglerkabel
mit Buchse des Fernreglers elektrisch verbinden.
- Steckverbindungen seitenrichtig einstecken und Überwurf-
muttern bis zum Anschlag aufschrauben.
Funktionsablauf
- Anlage schaltet auf 2-Taktbetrieb
- LED-Anzeige
leuchtet
- Stromabsenkzeit an der Stromquelle einstellen
- spezielle Punktdüse verwenden (sitzt isoliert am Konus)
- Wolframelektrode vom Düsenrand zurückgesetzt montieren
(ca 2-3mm je nach Punktgröße)
- Punktierstrom und -zeit am Fernregler einstellen
- Brenner auf das Blech setzen und leichten Druck auf das
Grundmaterial ausüben
- Punktiervorgang durch Betätigen der Brennertasterwippe ein-
leiten (Luftspalt vermeiden)
Der Punktiervorgang läuft wie folgt ab
- Zurückziehen und Loslassen der Brennertasterwippe
- Gasvorströmzeit läuft ab
- Lichtbogen zündet mit Suchlichtbogenstrom
- Strom steigt über den eingestellten Up-Slope auf den Wert des
eingestellten Punktierstromes an (Regler
)
- eingestellte Punktierzeit (0,1 - 8 Sec.) läuft ab (Regler )
- Strom sinkt in der eingestellten Zeit über den Down-Slope
(Regler
) auf den Endkraterstrom ab
- Gasnachströmzeit läuft ab
Wichtig! Sie können den automatischen Punktierablauf durch
erneutes Zurückziehen und Loslassen der Brennertasterwippe im
Störfall unterbrechen.
Abb.18 WIG-Punktierfernregler TR 51mc
 Loading...
Loading...







