SPt Spot welding time
G-... G-H / G-L: Gas post-flow time
2-step
NOTE!
The welding parameter StS must be set to "OFF" (section Available TIG paramet-
ers). With the power source in its delivery condition, the welding parameter StS is
set to "OFF".
- Welding: Pull back the torch trigger and hold it in this position
- End of welding: Release the torch trigger
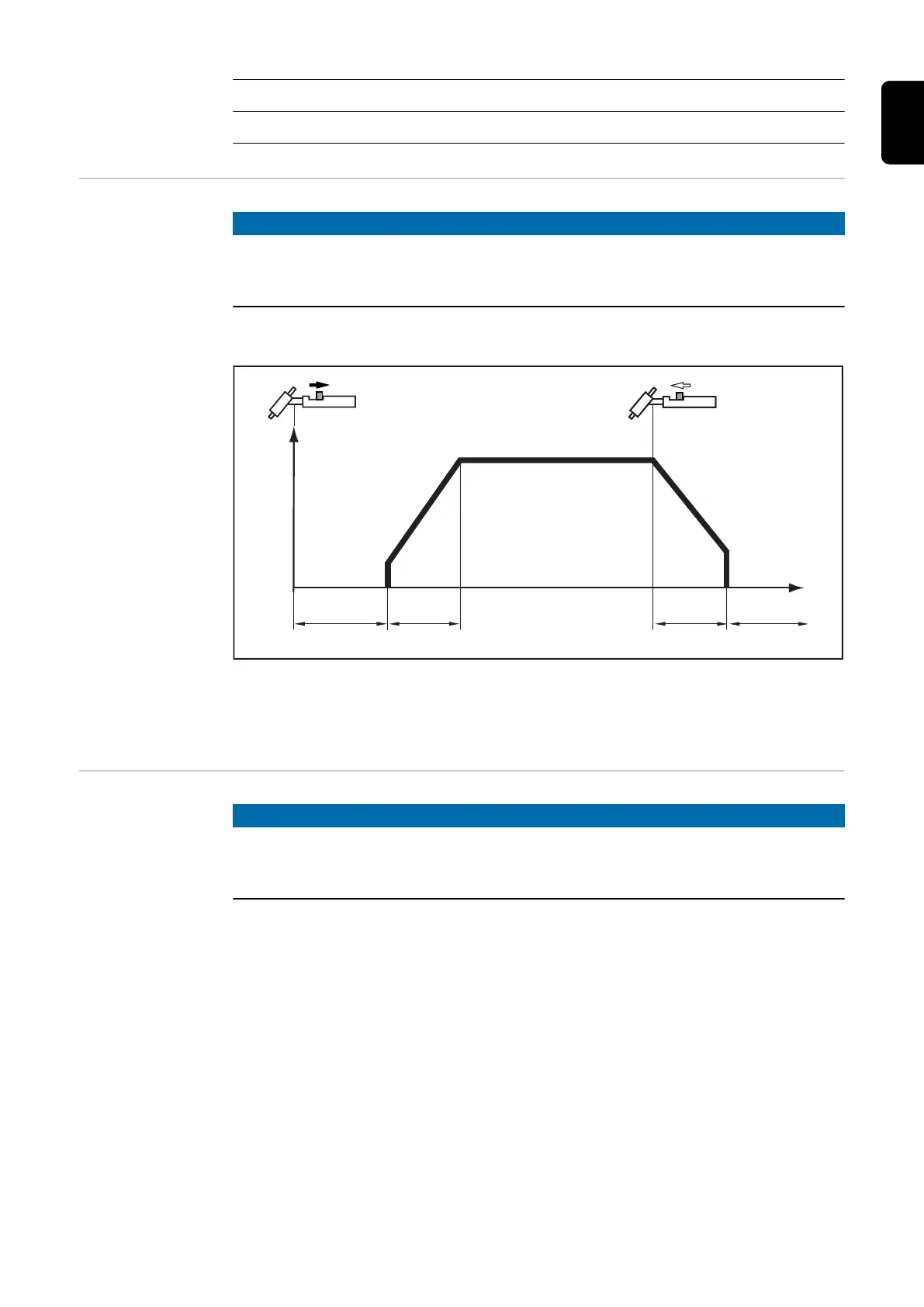
2-step mode
The explanation of the symbols and abbreviations can be found in the section Symbols
and explanations.
Special 2-step
NOTE!
The welding parameter StS must be set to "ON" (section "Program level prefer-
ences”). With the power source in its delivery condition, the welding parameter
StS is set to "OFF".
- Welding: Pull back the torch trigger and hold it in this position
- End of welding: Release the torch trigger
35
EN-US
 Loading...
Loading...







