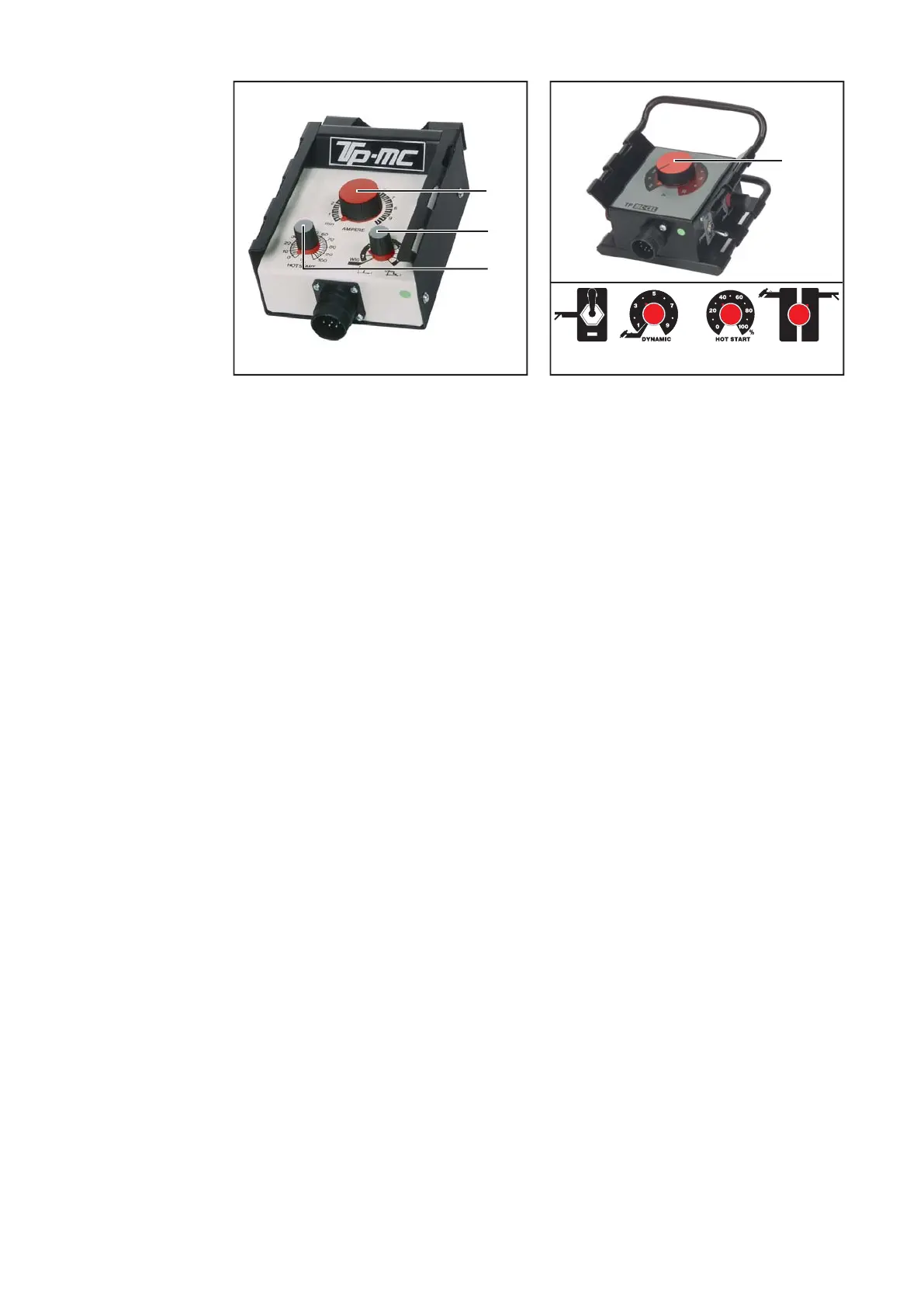
Remote control TP mc
Remote control TP mc-CEL
(1) Welding current adjuster ... for stepless adjustment of the welding current
(2) Dynamic adjuster ... dYn - dynamic - dynamic correction
To obtain the best possible welding results, the arc-force dynamic will sometimes
need to be adjusted. For the setting of the "dYn" welding parameter, see the sec-
tion Select and change setup parameters.
Operating principle
At the moment of droplet transfer or in event of a short circuit, a short-term
increase in the amperage will occur. To maintain a stable arc, the welding current
temporarily rises. If the rod electrode is at risk of sinking into the weld pool, this
action prevents the weld pool from solidifying, as well as reducing the duration of
the arc's short circuit. The risk of the rod electrode sticking is therefore largely
ruled out.
Setting range of welding parameter dYn
0 ......... soft and low-spatter arc
10 ....... harder and more stable arc
(3) HotStart adjuster ... To obtain the best possible welding result, the HotStart
function will sometimes need to be adjusted.
Advantages
- Improved ignition properties, even when using electrodes with poor ignition
properties
- Better fusion of the parent material during the start-up phase, meaning fewer
cold-shut defects
- Slag inclusions largely avoided
Refer to the section "Program level preferences” for the setting of the available weld-
ing parameters.
54
 Loading...
Loading...







