13
DEUTSCH
Außentemperatur Mischverhältnis Wasser : Spiritus
+ °C bis -5°C 4,00 l : 1,00 l
-5°C bis -10°C 3,75 l : 1,25 l
-10°C bis -15°C 3,50 l : 1,50 l
-15°C bis -20°C 3,25 l : 1,75 l
Achtung! Der Wasserdurchfluß muß im Betrieb in regelmäßigen
Abständen kontrolliert werden - ein einwandfreier Rückfluß muß
ersichtlich sein. Bei Einsatz eines Verlängerungsschlauchpake-
tes ist der abgesunkene Kühlmittelfüllstand zu ergänzen.
Funktion Kühlgeräteabschaltung
120 sec. nach der letzten Schweißung wird das Kühlgerät in den Stand-
By-Modus geschaltet. Bei Beginn einer neuen Schweißung wird das
Kühlgerät wieder aktiviert.
DRAHTSPULE EINSETZEN
- Netzschalter in Stellung „O“
- linkes Seitenteil der Stromquelle bzw. des Drahtvorschubes öffnen
- Plastikhalterung abschrauben
- Drahtspule auf Drahtspulenaufnahme
seitenrichtig aufsetzen
- Arretierbolzen in vorgesehene Öffnung am Spulenkörper einrasten
- Plastikhalterung wieder aufschrauben
- Bremswirkung mittels Spannschraube einstellen
- Drahtspulenabdeckung bzw. Seitenteil wieder schließen
Hinweis! Bremse so einstellen, daß die Drahtspule nach Schweißende
nicht nachläuft - Spannschraube jedoch wegen möglicher Überlastung
des Motors nicht übermäßig festziehen.
DRAHTELEKTRODE EINLAUFEN LASSEN
- Netzschalter in Stellung „O“
- linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvor-
schubes öffnen
- Spannvorrichtung nach vorne schwenken
- Druckhebel
nach oben klappen
- Drahtelektrode über das Einlaufrohr
und die Triebrolle des 2-
Rollenantriebs etwa 5 cm in das Einlaufrohr des Schweißbrenners
schieben
- Druckhebel
nach unten klappen
- Spannvorrichtung
in senkrechte Position schwenken
- Mittels Spannmutter
Anpreßdruck einstellen
Hinweis! Anpreßdruck so einstellen, daß die Drahtelektrode nicht defor-
miert wird, jedoch ein einwandfreier Drahttransport gewährleistet ist.
- Brennerschlauchpaket möglichst geradlinig auslegen
- Gasdüse am Schweißbrenner abziehen
- Kontaktrohr abschrauben
- Netzstecker einstecken
- Netzschalter in Stellung "I" schalten
Achtung! Während des Drahteinfädelns Schweißbrenner vom
Körper weg halten.
- Mittels Einstellregler Drahtgeschwindigkeit
einen Wert zwischen
5-10 m/min einstellen
- Wahlschalter Betriebsart
auf Position Drahteinfädeln schalten
- Brennertaste drücken und loslassen
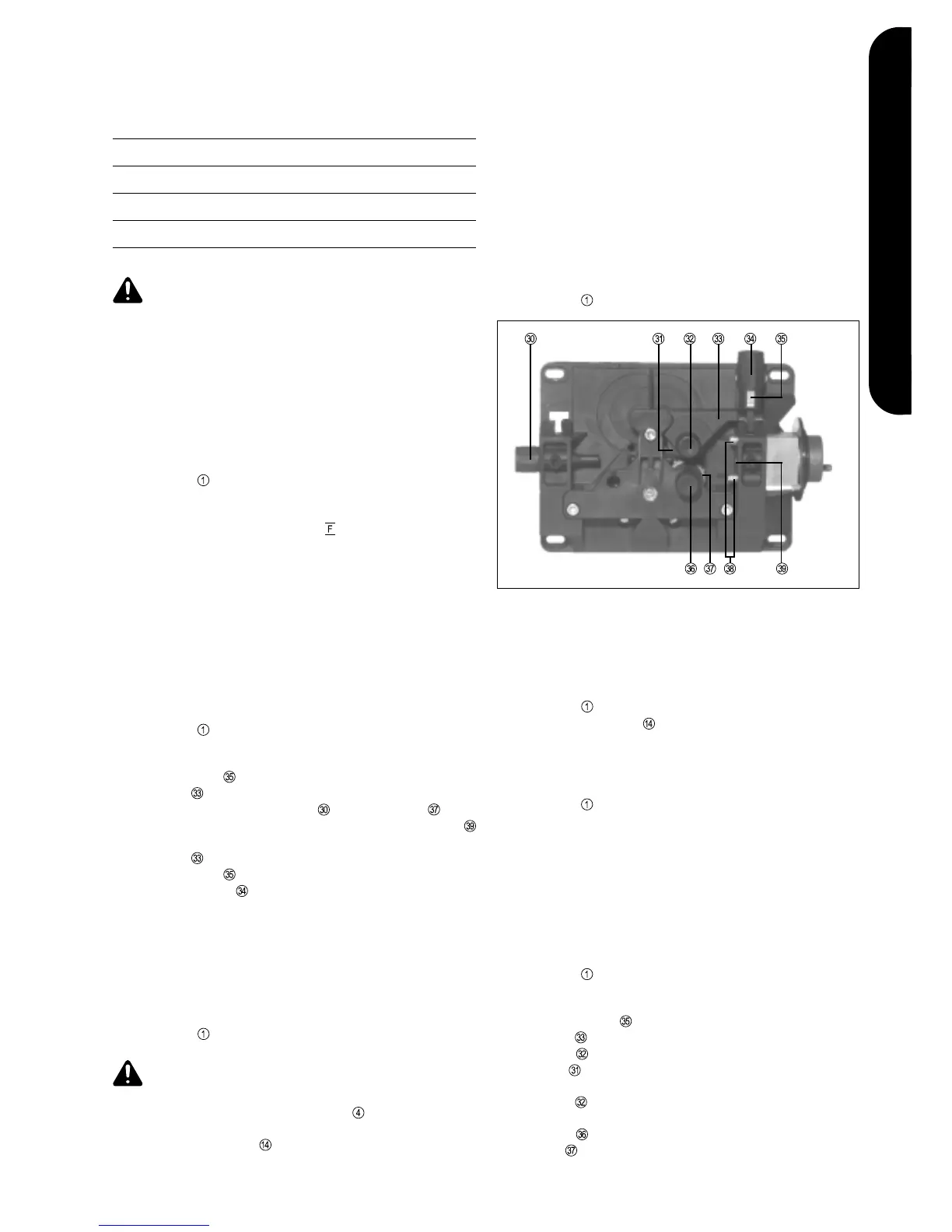
Abb.19 2-Rollenantrieb
- Schweißdraht läuft gas- und stromlos in das Brennerschlauchpaket
ein
- Brennertaste erneut kurz drücken, um Drahteinfädeln zu beenden
Hinweis! Nach Loslassen der Brennertaste soll die Drahtspule nicht
nachlaufen. Gegebenenfalls Bremse nachjustieren.
- Kontaktrohr einschrauben
- Gasdüse aufsetzen
- linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvor-
schubs montieren
- Netzschalter in Stellung „O“ schalten
SCHUTZGASMENGE EINSTELLEN
- linkes Seitenteil der Stromquelle öffnen
- Netzstecker einstecken
- Netzschalter
in Stellung "I" schalten
- Wahlschalter Betriebsart
in Stellung Gasprüfen schalten
- Brennertaste drücken und halten
- Stellschraube an der Unterseite des Druckminderers drehen, bis das
Manometer die gewünschte Schutzgasmenge anzeigt
- Brennertaste loslassen
- Netzschalter
in Stellung „0“ schalten
- Netzstecker ausstecken
- linkes Seitenteil der Stromquelle montieren
VORSCHUBROLLEN WECHSELN
Um eine optimale Förderung der Drahtelektrode zu gewährleisten, müs-
sen die Vorschubrollen dem zu verschweißendem Drahtdurchmesser
sowie der Drahtlegierung angepaßt sein.
- Netzschalter in Stellung „O“
- Linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvor-
schubs öffnen
- Spannvorrichtungen
nach vorne schwenken
- Druckhebel nach oben klappen
- Steckachse
herausziehen
- Druckrolle
entfernen
- Neue Druckrolle einlegen
- Steckachse
wieder einschieben - Verdrehsicherung der Steckach-
se muß einrasten
- Steckachse
herausziehen
- Triebrolle
entfernen
- Neue Triebrolle einlegen