28
GYSMI E160
ES
E160
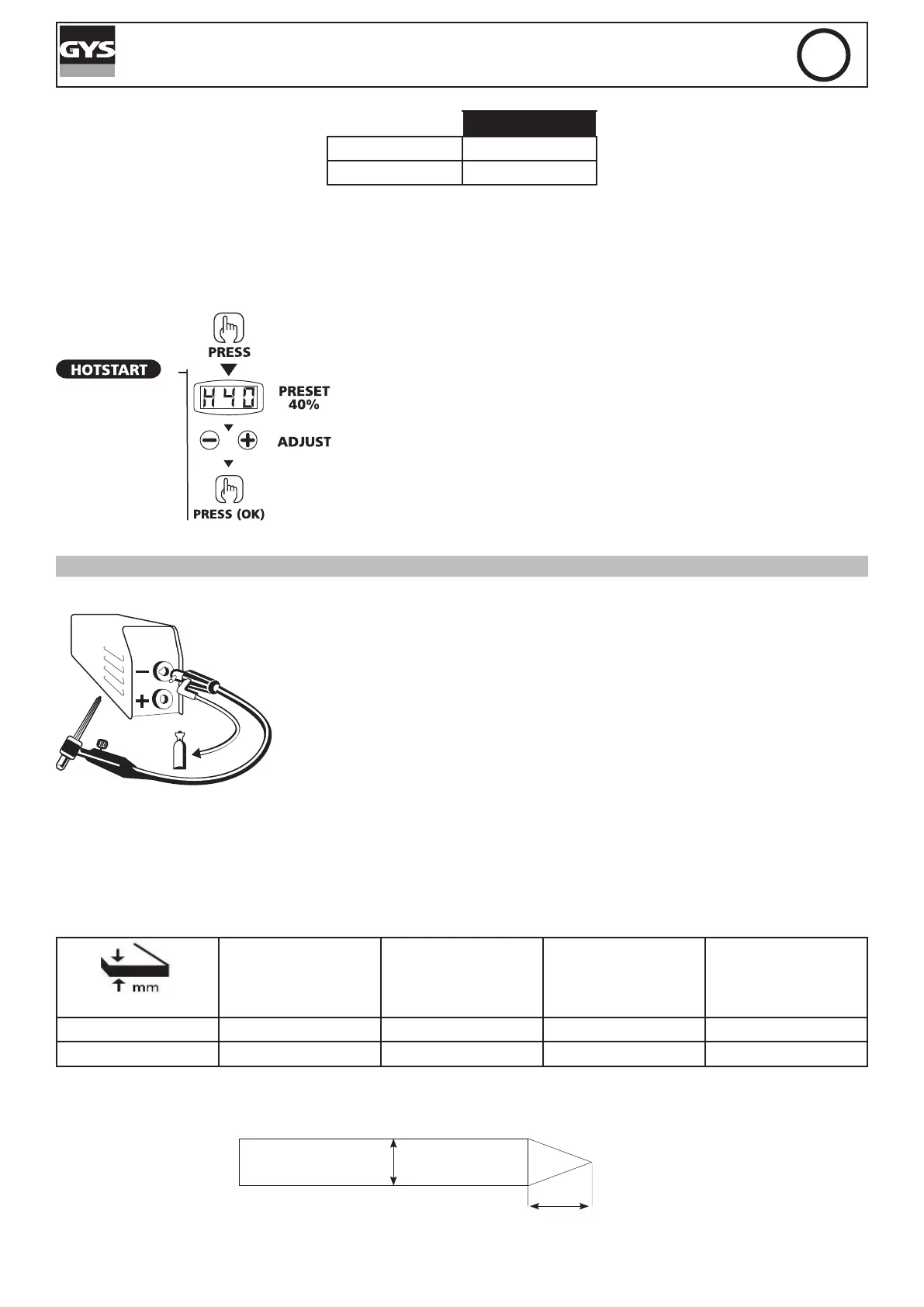
HOT START 0 > 60%
ARC FORCE -
Consejos:
Un Hot Start débil para chapas nas, un Hot Start elevado para metales más difíciles de soldar (piezas sucias u oxida-
das).
Para ajustar el Hot Start, siga las etapas siguientes:
3s
Presione 3 segundos la tecla de selección (5).
La inscripción HS (Hot Start) parpadea y luego aparece una cifra.
Ajuste el porcentaje deseado (indicador (1)) mediante los botones (4).
Conrme el valor deseado presionando la tecla de selección (5).
SOLDADURA AL ELECTRODO DE TUNGSTENO BAJO GAS INERTE (MODO TIG)
La soldadura TIG DC requiere una protección gaseosa (Argón).
Para soldar en TIG, siga las etapas siguientes:
1. Conecte la pinza de masa sobre la polaridad positiva (+).
2. Conecte una antorcha con válvula sobre la polaridad negativa (-).
3. Conecte el tubo de gas al manómetro de la botella de gas.
A veces puede ser necesario cortarlo a la altura de la tuerca si este último no se
adapta al manorreductor
4. Seleccione la posición TIG (3) con el seleccionador (5).
5. Ajuste la intensidad deseada (indicador (1)) mediante los botones (4), según el
grosor que se va a soldar (30A/mm).
6. Ajuste el caudal de gas con el manómetro de la bombona de gas, y abra la válvula
de la antorcha.
7. Para cebar: tocas el electrodo sobre la pieza a soldar.
8. Al nal de soldadura: elevar la antorcha con un gesto rápido, espere hasta que se enfríe el electrodo antes de detener
el gas.
Combinaciones aconsejadas / alado del electrodo
Corriente (A)
ø Electrodo (mm)
=
ø Alambre (metal
de aporte)
ø Boquilla
(mm)
Caudal
(Argón l/mn)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
Para un funcionamiento óptimo, debe utilizar un electrodo alado de la siguiente manera:
L = 2,5 x d.
L
d