35
GYSMI E160
RU
Активация режима MMA и настройка тока:
- Выберите положение MMA (2) с помощью кнопки (5)
- Настройте желаемый ток (индикатор (1)) с помощью кнопок (4).
E160
HOT START 0 > 60%
ARC FORCE -
Советы :
Слабый Hot Start для тонких листов металла и сильный Hot Start для наиболее трудносвариваемых металлов
(загрязненные или окисленные детали).
Для настройки Hot Start следуйте по следующим этапам:
3s
Нажмите в течение 3 секунд на кнопку (5).
Мигает сообщение «HS» (Hot Start), затем появляется цифра.
Настройте желаемые проценты (индикатор (1)) с помощью кнопок (4).
Подтвердите требуемую величину нажатием на кнопку (5).
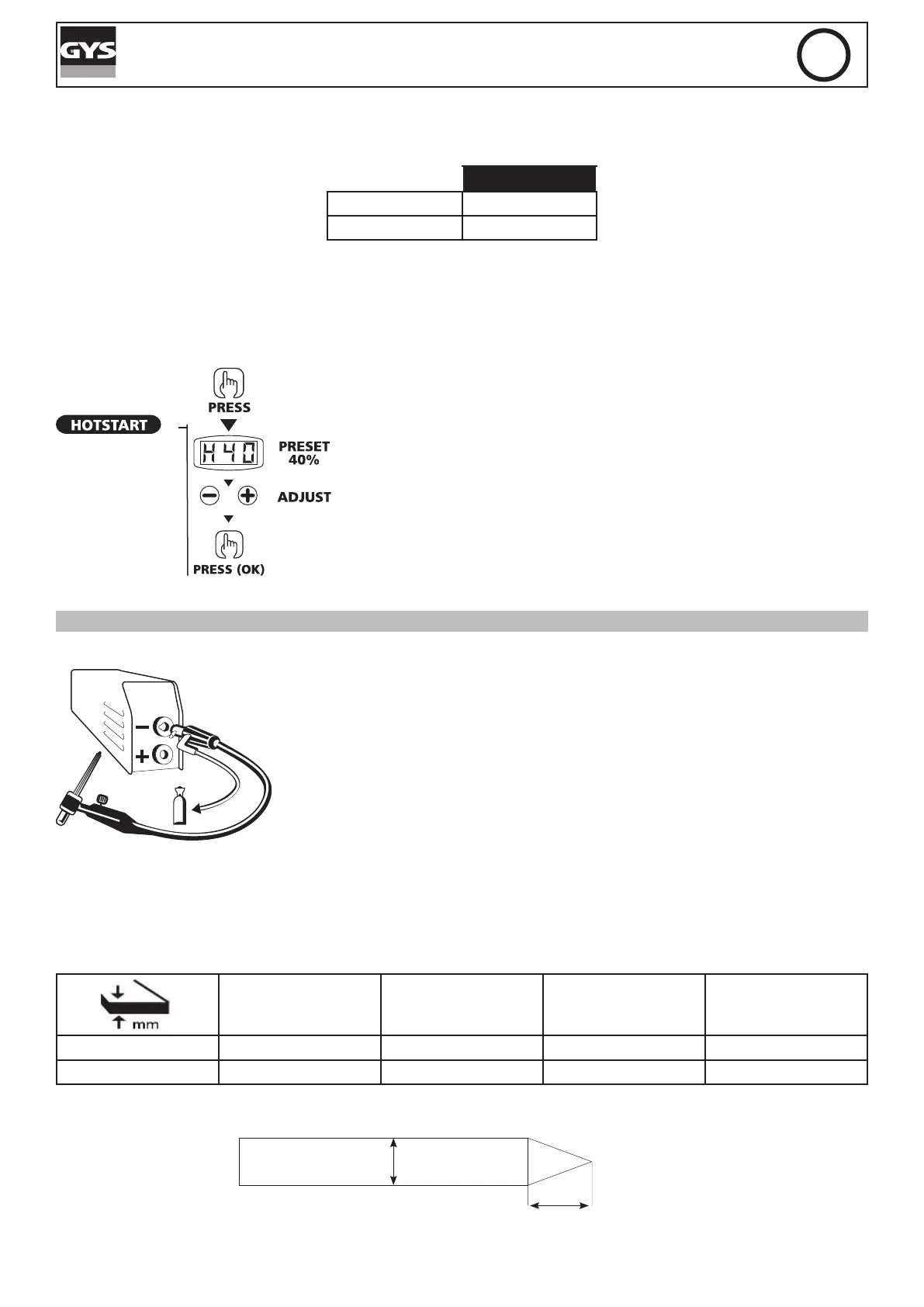
СВАРКА ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА (РЕЖИМ TIG)
Сварка TIG DC должна осуществляться в среде защитного газа (Аргона).
Для сварки в режиме TIG следуйте поэтапно:
1. Подсоедините зажим массы к положительному полюсу (+).
2. Подсоедините горелку с клапаном к отрицательному полюсу (-).
3. Подсоедините газовый шланг к сварочному редуктору газового баллона.
К каких-то случаях понадобится обрезать его перед гайкой, если гайка не
подходит к сварочному редуктору
4. Выберите положение TIG (3) с помощью кнопки (5).
5. Настройте желаемый ток (индикатор (1)) с помощью кнопок (4), в зависимости
от свариваемой толщины (30A/мм).
6. Отрегулируйте расход газа на редукторе газового баллона, затем откройте
клапан горелки
7. Для поджига : Коснитесь электродом свариваемой детали.
8. В конце сварки : быстрым жестом поднимите горелку, отключите газ только после охлаждения электрода.
Рекомендуемые комбинации / заточка электрода
Courant (A)
Ø Electrode (mm)
= Ø l
(métal d’apport)
Ø Buse
(mm)
Débit
(Argon l/mn)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
Для оптимального функционирования электрод должен быть заточен следующим образом :
L = 2,5 x d.
L
d