42
GYSMI E160
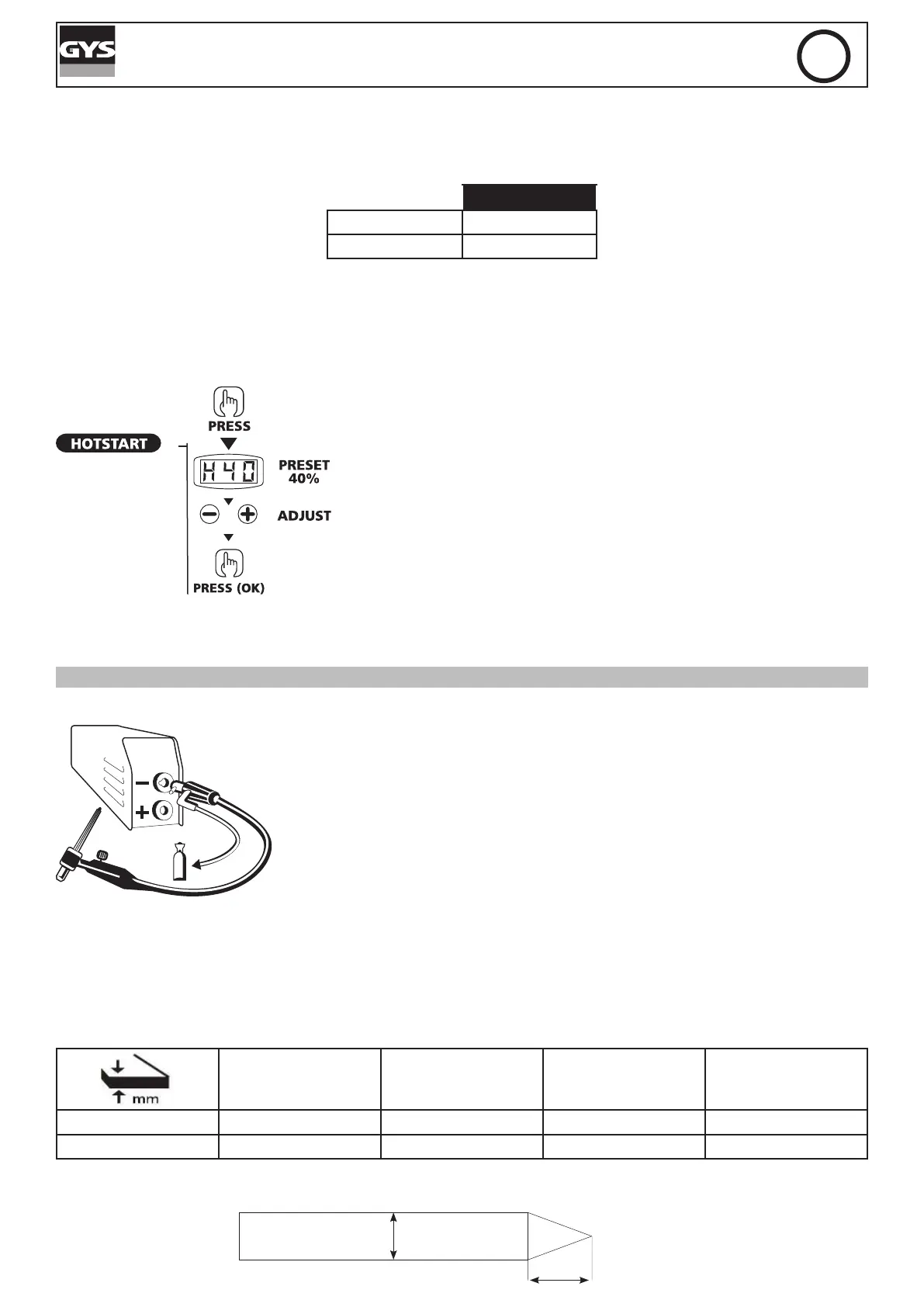
Activeren van de MMA modus en afstellen van de intensiteit :
- Kies de positie MMA (2) met behulp van de selectie-knop (5)
- Instellen van de gewenste intensiteit (display(1)) met behulp van de knoppen (4).
E160
HOT START 0 > 60%
ARC FORCE -
Adviezen :
Lage Hot Start, voor jn plaatwerk - Intensieve Hot Start voor moeilijker te lassen metalen (vervuilde of verroeste
stukken)
Voor het afstellen van Hot Start, ga als volgt te werk :
3s
Druk gedurende 3 seconden op de selectie-knop (5).
«HS» (Hot Start) knippert, en er verschijnt een cijfer.
Stel het gewenste percentage in (display (1)) met behulp van de knoppen
(4).
Bevestig de door u gewenste waarde door op de selectie-knop (5) te
drukken.
LASSEN MET WOLFRAM ELEKTRODE MET INERT GAS (TIG MODUS)
Bij TIG DC lassen moet altijd een beschermgas gebruikt worden (Argon).
Volg, voor het TIG lassen, de volgende stappen op :
1. Sluit de aardklem aan op de positieve pool (+).
2. Koppel een toorts met ventiel aan op de negatieve (-) polariteit.
3. Sluit de gasleiding aan op de gasaansluiting van de gases.
Het kan nodig zijn om de gasleiding te verkorten, wanneer deze niet past op de
drukregelaar.
4. Kies positie TIG (3) met behulp van de selectie-knop (5).
5. Stel de gewenste intensiteit (display (1)) af met behulp van de knoppen (4), naar
gelang de dikte van het te lassen metaal (30A/mm).
6. Stel eerst de gastoevoer af op de drukregelaar van de gases, open dan het ven-
tiel van de toorts.
7. Om op te starten : raak met de elektrode het te lassen metaal aan.
8. Aan het einde van het lassen : beweeg snel de toorts omhoog, sluit de gastoevoer pas af na het afkoelen van de
elektrode.
Geadviseerde combinaties / elektrode slijpen
Courant (A)
Ø Electrode (mm)
= Ø l
(métal d’apport)
Ø Buse
(mm)
Débit
(Argon l/mn)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
Gebruik, voor een optimaal gebruik, een elektrode die als volgt geslepen is :
L = 2,5 x d.
L
d
NL