49
GYSMI E160
E160
HOT START 0 > 60%
ARC FORCE -
Conseils :
Hot start debole, per le lamiere sottili – Hot start elevato per i metalli difcili da saldare (pezzi sudici o ossidati)
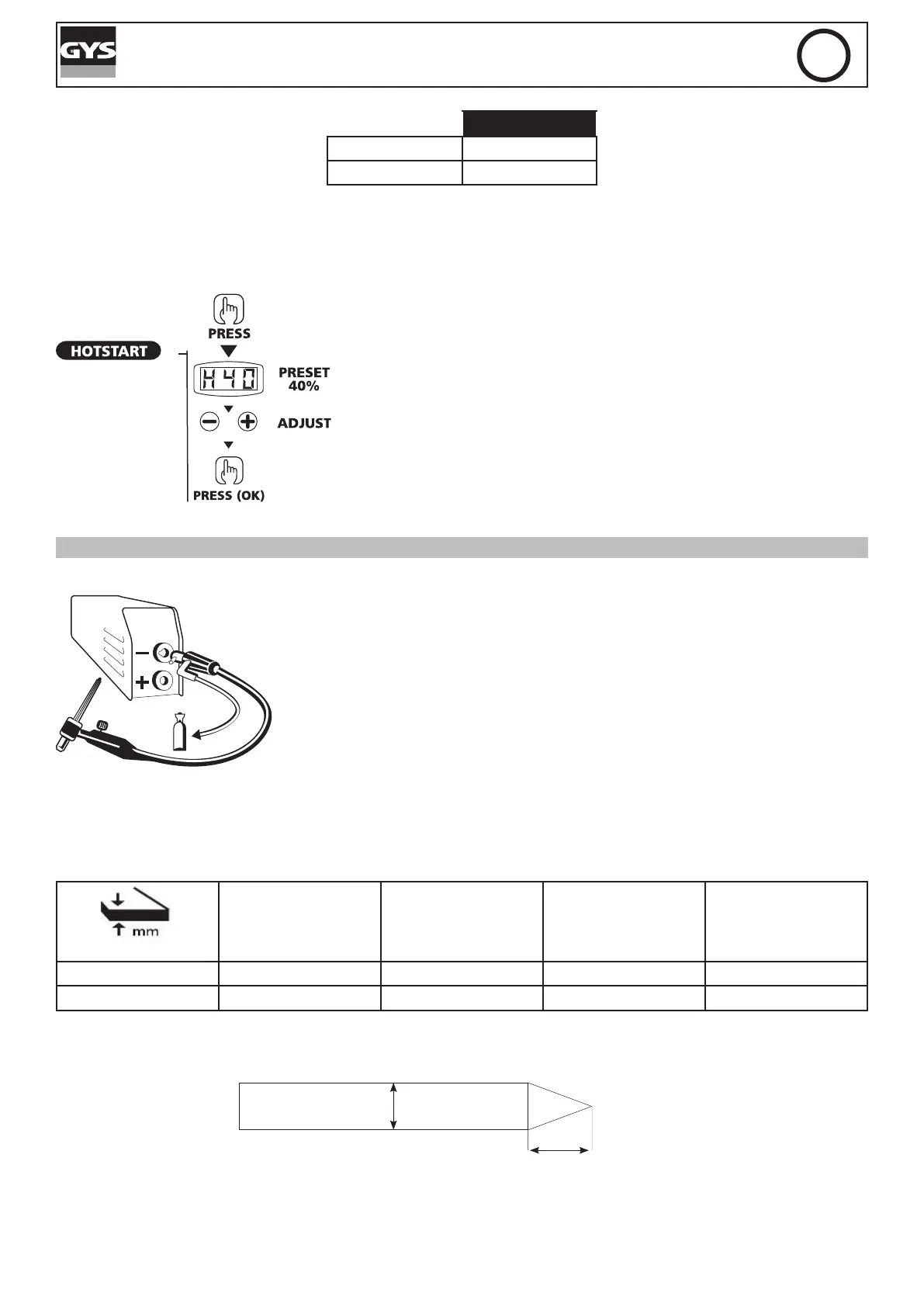
Per regolare Hot Start, seguire la procedura sottostante :
3s
Premere per 3 secondes il selettore
L’iscrizione «HS» (Hot Start) lampeggia e in seguito appare una cifra
Regolare la percentuale desiderata (schermo (1)) con l’aiuto dei tasti (4).
Confermare il valore desiderato premendo sul tasto (5).
SALDATURA AD ELETTRODO TUNGSTENO CON GAS INERTE (MODO TIG)
La saldatura TIG DC richiede una protezione gas (Argon).
Per saldare in TIG, seguire la procedura sottostante: Collegare il morsetto di massa
alla polarità positiva (+).
2. Collegare una torcia «a valvola» alla polarità negativa (-).
3. Collegare il tubo del gas al manometro della bombola di gas.
Potrebbe essere necessario tagliare la parte anteriore del dado esagonale se quest’ul-
timo non è adatto al riduttore di pressione Selezionare la posizione TIG (3) con il
selettore (5).
5. Regolare l’intensità desiderata (display(1)) per mezzo dei tasti (4), a seconda dello
spessore da saldare (30A/mm).
6. Regolare il usso di gas sul riduttore di pressione della bombola di gas, e in seguito
aprire la valvola della torcia Per innescare : toccare l’elettrodo sul pezzo da saldare.
8. A ne saldatura : sollevare la torcia con gesto rapido, interrompere il gas solo dopo il raffreddamento dell’elettrodo.
Combinazioni consigliate / aflatura elettrodo
Corrente (A)
Ø Elettrodo (mm)
= Ø lo
(metallo d’appor-
to)
Ø Ugello
(mm)
Flusso
(Argon l/mn)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
Per funzionare nelle migliori condizioni l’elettrodo deve essere aflato come segue:
L = 2,5 x d.
L
d
IT