7
GYSMI E160
FR
E160
HOT START 0 > 60%
ARC FORCE -
Conseils :
Hot start faible, pour les tôles nes– Hot start élevé pour les métaux difciles à souder (pièces sales ou oxydées)
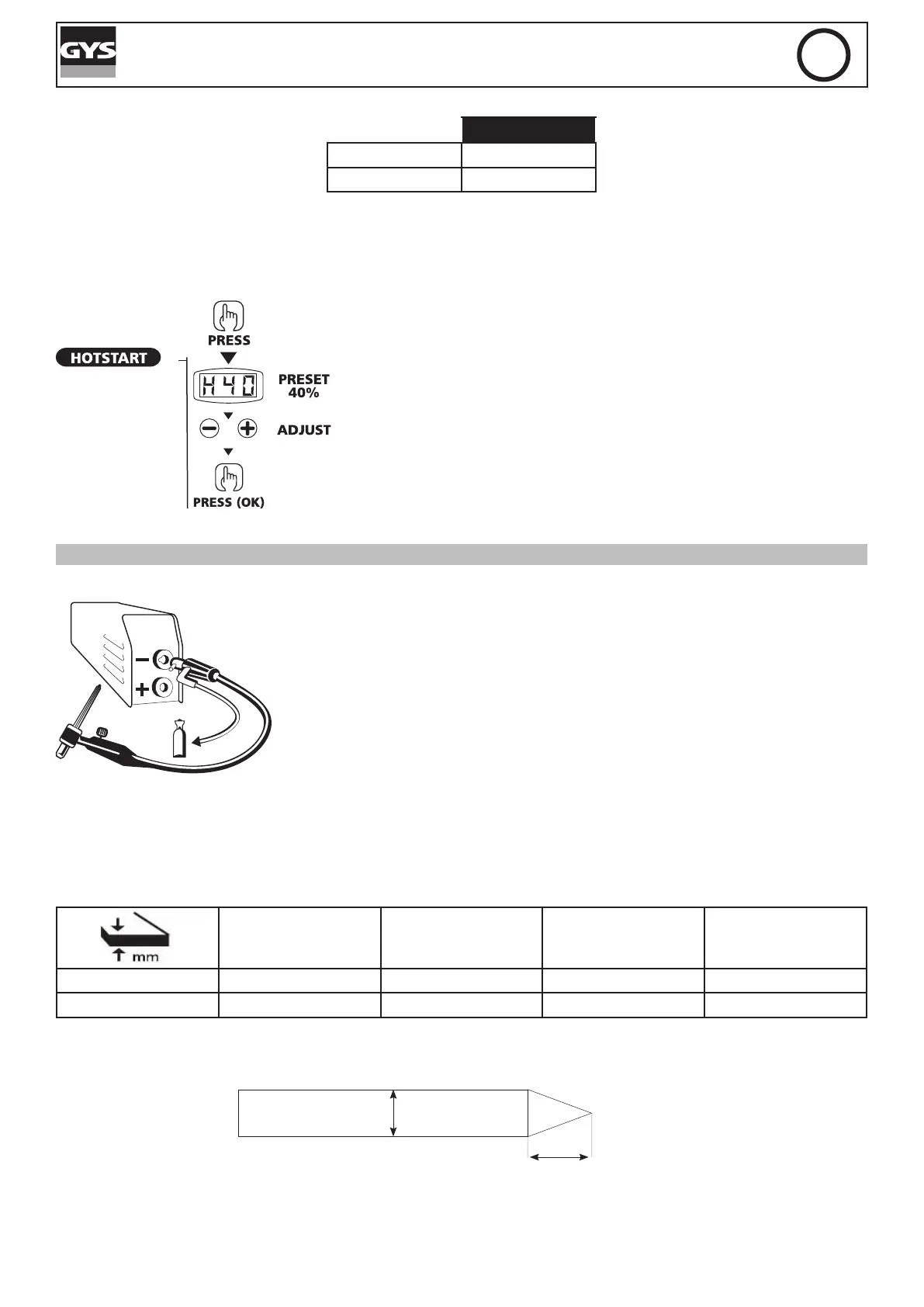
Pour régler le Hot Start, suivre les étapes suivantes :
3s
Presser 3 secondes sur le sélecteur (5).
L’inscription «HS» (Hot Start) clignote puis un chiffre apparaît.
Régler le pourcentage souhaité (afcheur (1)) grâce aux touches (4).
Valider la valeur souhaitée en pressant sur le sélecteur (5).
SOUDAGE A L’ÉLECTRODE TUNGSTENE SOUS GAZ INERTE (MODE TIG)
Le soudage TIG DC requiert une protection gazeuse (Argon).
Pour souder en TIG, suivre les étapes suivantes :
1. Connecter la pince de masse sur la polarité positive (+).
2. Brancher une torche « à valve » sur la polarité négative (-).
3. Raccorder le tuyau de gaz au manodétendeur de la bouteille de gaz.
Il sera parfois nécessaire de le couper avant l’écrou si ce dernier n’est pas adapté au
manodétendeur
4. Sélectionner la position TIG (3) avec le sélecteur (5).
5. Régler l’intensité souhaitée (afcheur(1)) grâce aux touches (4), selon l’épaisseur
à souder (30A/mm).
6. Régler le débit de gaz sur le manodétendeur de la bouteille de gaz, puis ouvrir la
valve de la torche
7. Pour amorcer : toucher l’électrode sur la pièce à souder.
8. En n de soudure : soulever la torche d’un geste rapide, ne couper le gaz qu’après refroidissement de l’électrode.
Combinaisons conseillées / affutage électrode
Courant (A)
Ø Electrode (mm)
= Ø l
(métal d’apport)
Ø Buse
(mm)
Débit
(Argon l/mn)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
Pour un fonctionnement optimal vous devez utiliser une électrode affûtée de la manière suivante :
L = 2,5 x d.
L
d