37
GYSPOT ARCPULL 200
DE
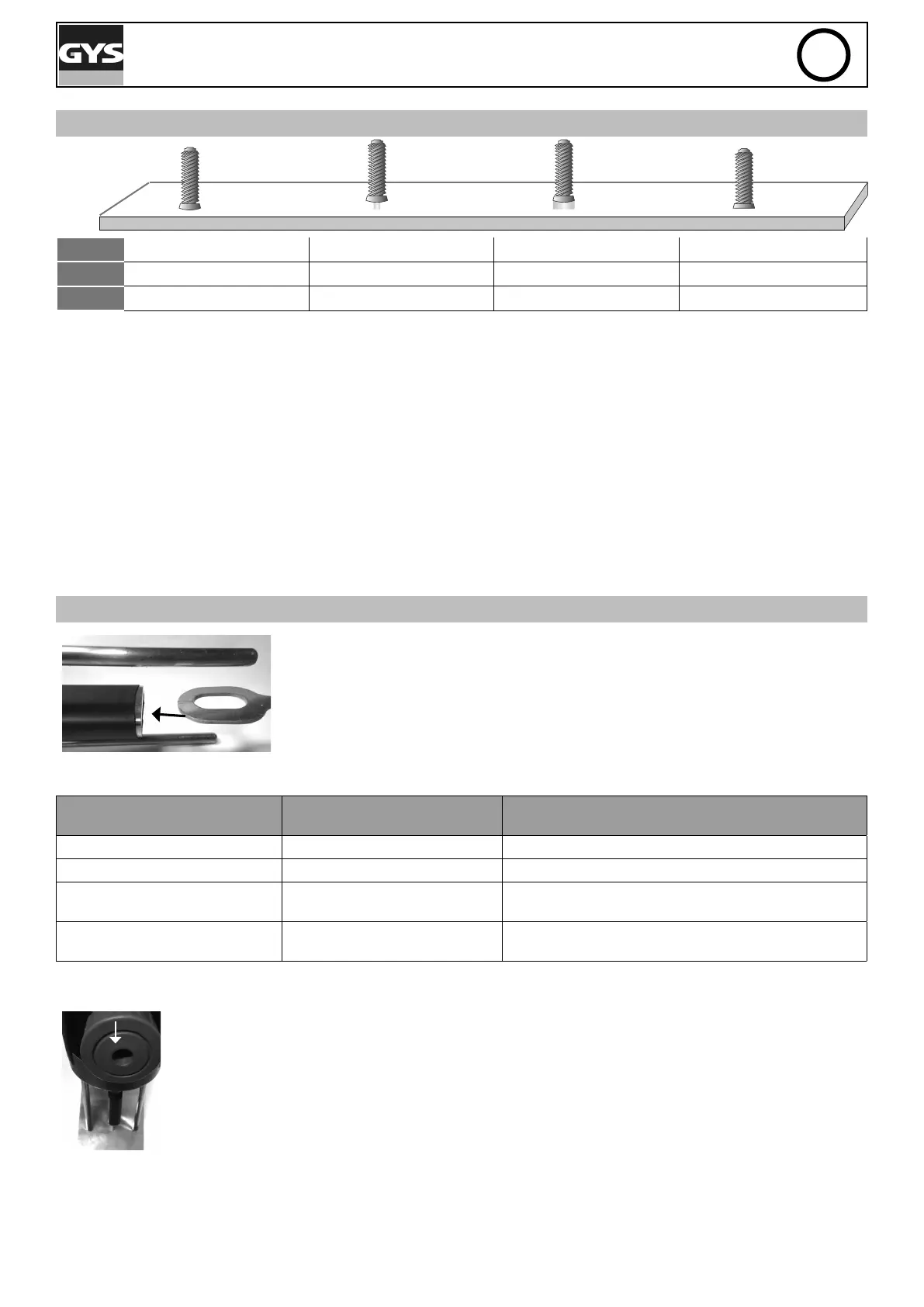
SCHWEISSVERFAHREN MIT HUBZÜNDUNG
Phase Zündung Abbeizen Lichtbogen Verklebung
T (ms) 0 bis 200 ms 10 bis 500 ms 0 bis 50 ms
I (A) ≈80-150 A 10 bis 60 A 0 bis 200 A* ≈80-150 A
* Bei einer Versorgungsspannung von 110 VAC, 50 Hz/60 Hz ist der Lichtbogenstrom auf 100 A begrenzt.
Zündung : das Anbauteil (Zugring, Bolzen, usw.) wird kurzgeschlossen. Durch Betätigung des Auslösers startet der
Schweißprozeß : die Pistole hebt das Anbauteil leicht an und ein Lichtbogen entsteht.
Abbeizen : ein Lichtbogen geringer Intensität beizt das Blech ab. Die durch den Lichtbogen hervorgerufene Hitze ent-
fernt die Unreinheiten (Fette, Öle, Zinkschutz usw.) des Bleches.
Lichtbogen: der Lichtbogenstrom generiert ein Schmelzbad auf dem Trägerblech und verschmilzt das Ende des Anbau-
teils.
Verklebung : die Pistole taucht das Anbauteil in das Schmelzbad ein.
Hinweis: die Dicke eines Trägerblechs aus Stahl darf nicht geringer sein als ¼ der Dicke des Anbauteils; und die Dicke
eines Trägerblechs aus Aluminium darf nicht geringer sein als ½ der Dicke des Anbauteils.
SCHWEISSEN MIT HUBZÜNDUNG MIT DEM ARCPULL 200
• Reinigen und entfetten Sie die Schweisszone.
• Geeigneten Elektrodenhalter an die Schweißpistole montieren (Ringhalter oder
Bolzenhalter). Setzen Sie gegebenenfalls den Schutz und die Gasabdichtung auf
die Enden der Zugbolzen, sowie die Kanone des Gasschutzes und ihre Düse.
• Setzen Sie ein Anbauteil (Zugring, Bolzen, usw.) in das Werkzeug der Pistole.
Überprüfen Sie die Polarität der Texaskabel-Anschlüsse auf der Schweißpistole :
Anzuschweissendes Anbauteil
Anschluss des positiven Kabels
(rot markiert)
Anschluss der Texas-Minuleitung
Zugring Aluminium Texas-Klemme negativ (-) Texas-Klemme positiv (+)
Zugring Stahl Texas-Klemme positiv (+) Texas-Klemme negativ (-)
Bolzen, Isoliernägel, usw., aus
Stahl
Texas-Klemme positiv (+) Texas-Klemme negativ (-)
Bolzen, Isoliernägel, usw., aus
Aluminium
Texas-Klemme positiv (+) Texas-Klemme negativ (-)
Verriegelungsrad für die
Stifte der Masseverbindung:
• Änderung der Schweißeinstellungen, wenn notwendig (Synergie- oder Handmodus).
• Die Stifte der Masseverbindung mit dem Drehknopf freischalten.
• Pistole auf das Blech halten.
• Stellen Sie einen Kontakt des Anbauteils mit dem Blech her. Sobald die Pistole einen «Beep»
abgibt, oder seine Kontakt-LED (blau) aueuchtet, sind die Stifte der Masseverbindung mit dem
Verriegelungsrad zu xieren.
• Auslöser betätigen.
• Sobald der Schweißprozess beendet ist, Pistole anheben, damit die Elektrode (Ring oder Bolzen)
keinen Kontakt mehr hat.