24
GYSPOT ARCPULL 200
EN
It is recommended to make some preliminary welding tests if other consumables are used.
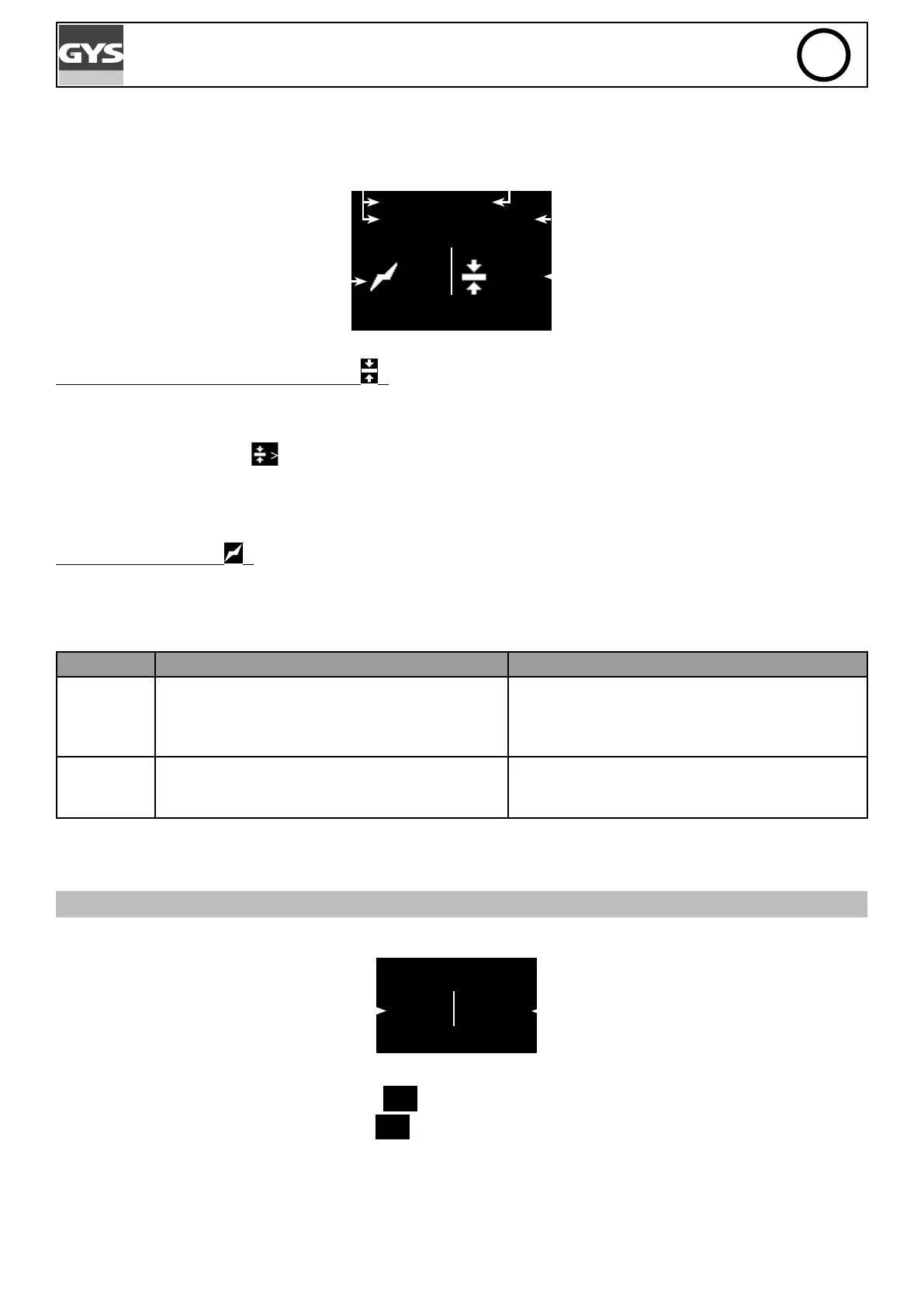
Goujon M5
Fe ArCO_8%
+1
3.0
zone de
message
Type, material and size of
insert
Gas to use
Sheet metal thickness
Coefcient Power
Thickness of the support sheet metal (value )
To increase or decrease the sheet metal thickness to which the insert will be welded use keys D+ and D-.
If the thickness of the sheet metal is less than that shown on the display, a marking on the rear of the weld may appear.
When the station displays « », the sheet thickness is high enough so that it is not marked on the back while having
an optimal weld.
If this pictogram does not appear, then the maximum sheet metal thickness has been reached. Beyond this thickness,
the welding of the insert is no longer guaranteed.
Power coefcient (value
)
The Power coefcient is used to adjust the ignition current, the arc energy (current, time) and the attachment current.
Power can be adjusted between -10 and +10. To increase or decrease this coefcient press keys G+ and G-.
Note: Weld synergies are optimized with a default Power coefcient value of 0.
Power Action on the product Inuence on the weld
+1 point
• Increase the ignition current
• 2% increase in arc current up to 200A, then
3% increase in arc time up to 500ms.
• Increase the attachment current.
• Better arc ignition on poorly degreased sheet
metal..
• Better ignition in cold weather (<5°C).
• 2% increase of arc energy.
-1point
• Decrease the ignition current
• 2% reduction of the arc current.
• Decrease of the attachment current."
• Reduced risk of sticking during ignition.
• Suitable ignition in hot weather (>35°C).
• 2% decrease of arc energy.
To change the other synergistic welding parameters (materials, type and size of insert, gas) refer to the chapter «Syner-
gistic Settings».
WELDING IN MANUAL MODE
In Manual Mode, times,currents, coefcients for the different welding phases and the lifting height of the insert need
to be set by the user.
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t
ms
I
A
100
200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1
2.0
message
area
Arc duration
Arc current
To increase or decrease the arc duration (value
t ms I A
100 100
zone de
message
), use the keys G+ and G-.
To increase or decrease the arc current (value
t ms I A
100 100
zone de
message
), use the keys D+ and D-.
To change the other synergistic welding parameters (materials, type and size of insert, gas) refer to the chapter «Manual
Settings».