22
GYSPOT ARCPULL 200
EN
GAS PROTECTION
Depending on the material to be welded, gas protection may be necessary.
The gas ow must be set between 10 and 12L/min.
The following table lists the gases required depending on the inserts to be welded and their material. This table is given
as an indication, pre-weld tests are recommended.
Insert to be welded Gas No gas
Alu pulling ring Argon Not recommended
Steel pulling ring ArCO² 8% Possible
Pulling rivet rods ArCO² 8% Not recommended
"Threaded stud, threaded insert stud,
steel insulation nail, etc."
ArCO² 8% Possible
"Threaded stud, threaded insert stud,
aluminium insulation nail, etc."
ArHe 30% Not recommended
Do not set the torque over 5N.m when tightening the gas input cou-
pling.
CONNECTING THE GUN TO THE POWER SOURCE
The connection and disconnection of the gun control connector to the
power source socket must only be done with the power source switched
off.
The ring of the gun control connector must always be properly screwed
to the power source socket before starting the product.
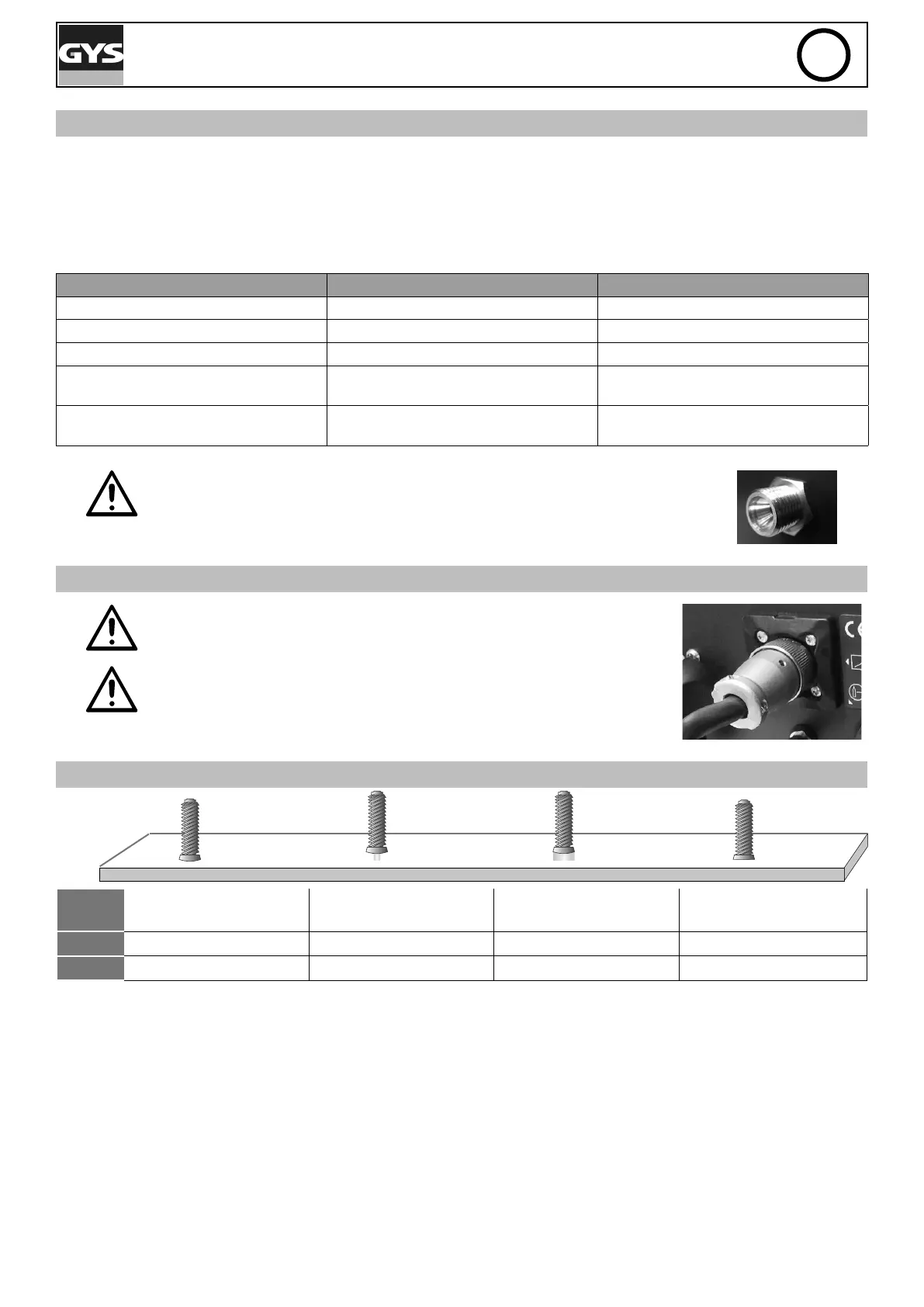
PROCESS FOR WELDING AN INSERT WITH DRAWN ARC
Phase
Arcing
Penetration
and cleaning
Arc Attachment
T (ms) 0 to 200 ms 10 to 500 ms 0 to 50 ms
I (A) ≈80-150 A 10 to 60 A 0 to 200 A* ≈80-150 A
* Arc current is limited to 100A when the product is connected to a 110Vac 50Hz/60Hz power supply.
Arcing: the insert (pulling ring, threaded stud, etc.) is short-circuited. Pressing the trigger starts the welding process:
the gun slightly lifts the insert, an electric arc is created.
Cleaning phase : the low intensity electric arc cleans the sheet metal. The heat generated by the arc removes impurities
(grease, oils, protection zing, etc.) from the sheet.
The arc: the arc current creates a weld pool on the support sheet metal and melts the tip of the insert.
Attachment: the gun positions the insert into the weld pool.
Note: The thickness of the support sheet metal must not be less than ¼ of the diameter of the steel insert, and ½ of
the diameter of the aluminium insert.