188
G CODES
96-8000
June 1999
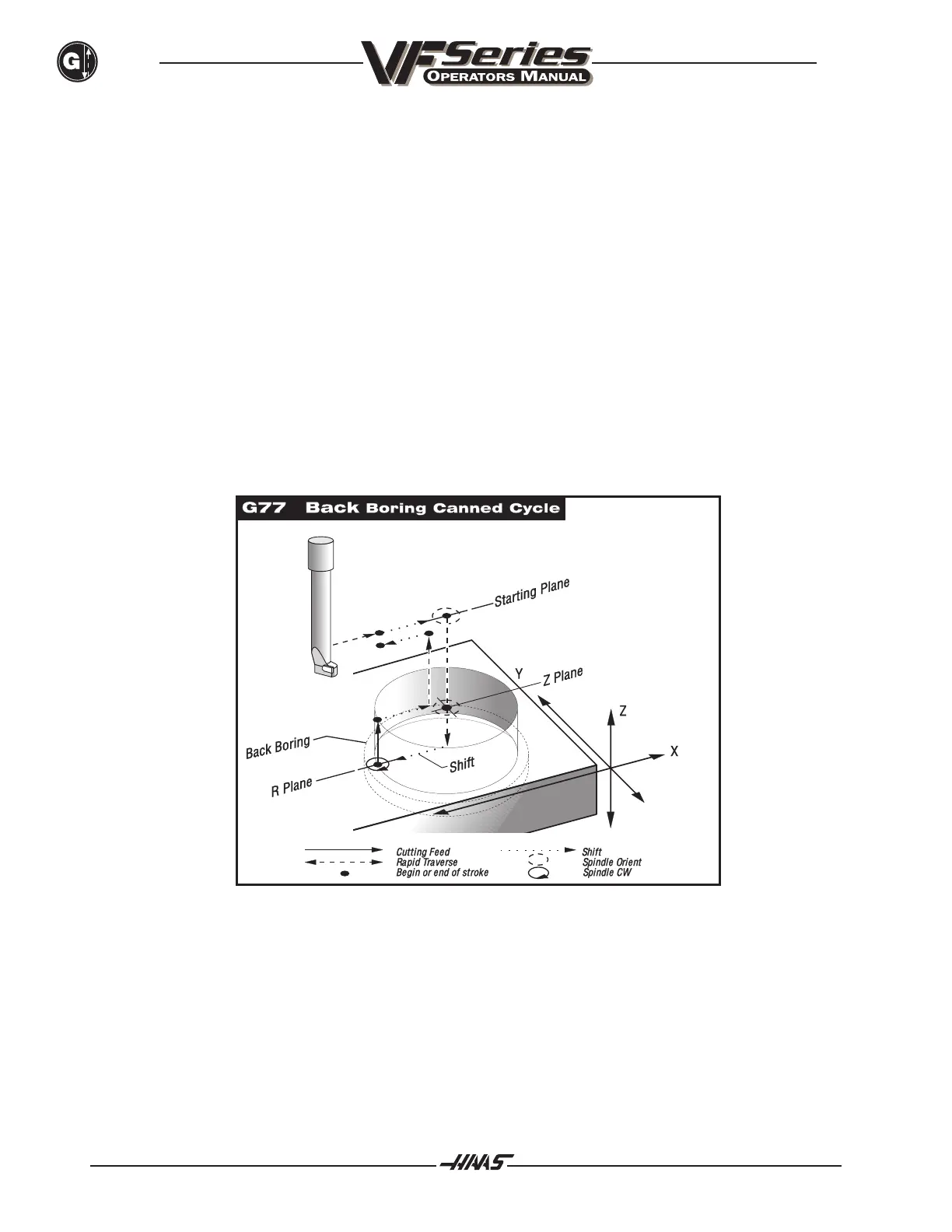
G77 Back Bore Canned Cycle Group 09
F Feed Rate in inches (mm) per minute
I Optional shift value, if Q is not specified.
J Optional shift value, if Q is not specified.
L Number of repeats
Q The shift value, always incremental
R Position of the R plane
X Optional X-axis motion command
Y Optional Y-axis motion command
Z Position of bottom of hole
This G code is modal in that once activated, every motion of X and/or Y will cause this canned cycle to be
executed until it is canceled or another canned cycle is selected. This cycle will shift the X and/or Y axis prior
to and after cutting in order to clear the tool while entering and exiting the part. If Setting 57 is on, the tool will
perform an exact stop between rapids. This will prevent breaking a tool, or any nicking at the bottom of the
hole. The Q value shift direction is set by Setting 27. If Q is not specified, the optional I and J values are used
to determine the shift direction and distance.
 Loading...
Loading...


