234
PROGRAMMING EXAMPLES
96-8000
June 1999
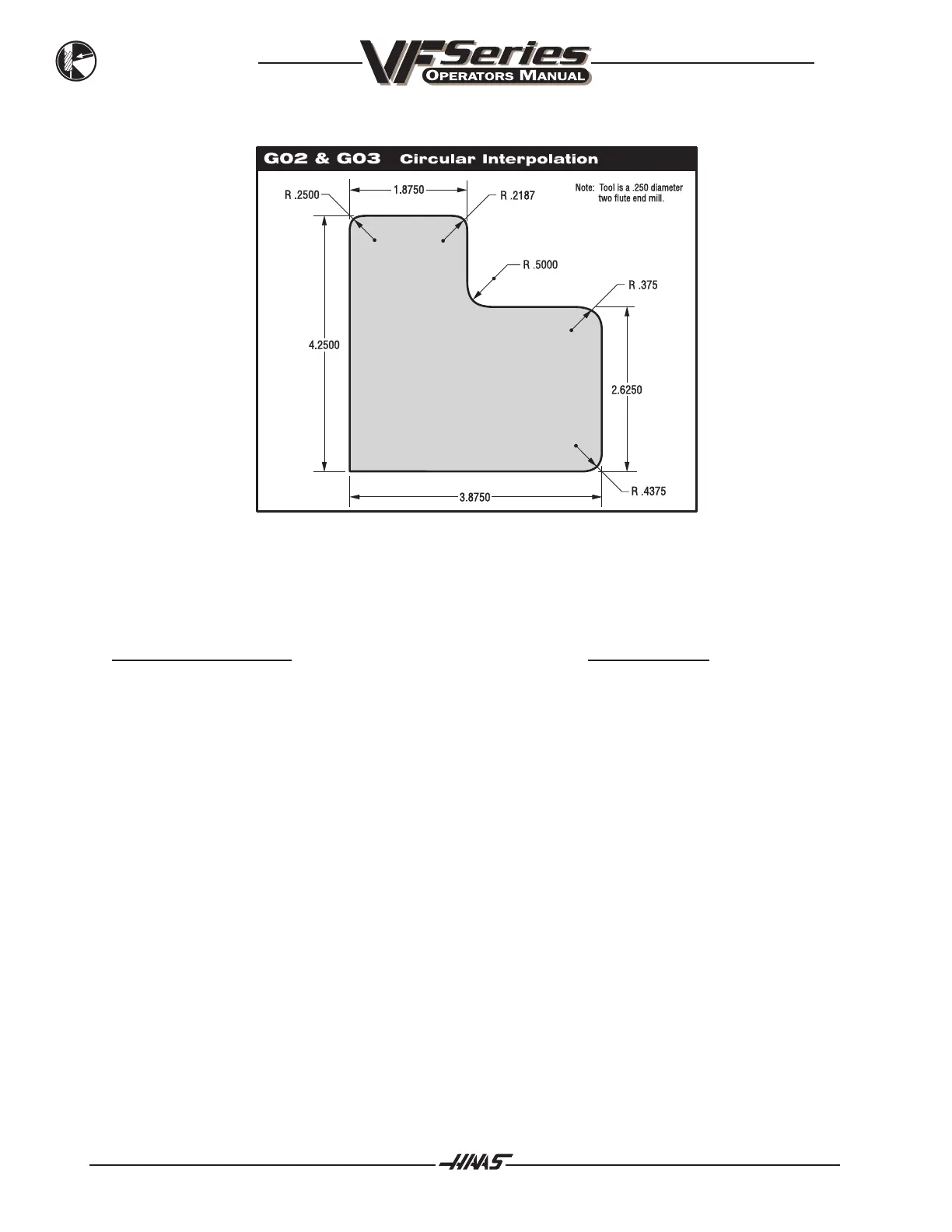
WRITE A PROGRAM TO PRODUCE THE PART SHOWN BELOW.
Part for G02, G03, and R practice.
The correct program for the part is as follows:
PROGRAM EXAMPLE DESCRIPTION
%
O600
T1 M06 (Tool is a .250 diameter two-flute end mill)
G00 G90 G54 X-.2 Y-.2 S5000 M03
G43 H01 Z.1 M08
Z-1.0
G41 D01 X0 (Turn ON cutter compensation, .200 move)
G01 Y4.0 F25.
G02 X.250 Y4.250 R.250
G01 X1.6562
G02 X1.875 Y4.0313 R.2187
G01 Y3.125
G03 X2.375 Y2.625 R.500
G01 X3.5
G02 X3.875 Y2.25 R.375
G01 Y.4375
G02 X3.4375 Y0 R.4375
G01 X-.1
G00 G40 Y-.3 (Turn OFF cutter compensation, .200 move)
Z1.0 M09
G28 G91 Y0 Z0
M30
%
 Loading...
Loading...


