Page 22 <&(%$*4.8"4,7%H'*#$"&8#I%/7*,#*%4,77%JKLLLKLMMKNOPO1 Item 56825
?@<6AQ D@CEA6E@ER6S@?CR%T6GUCEV T6GUCEV%ACW?SETUP
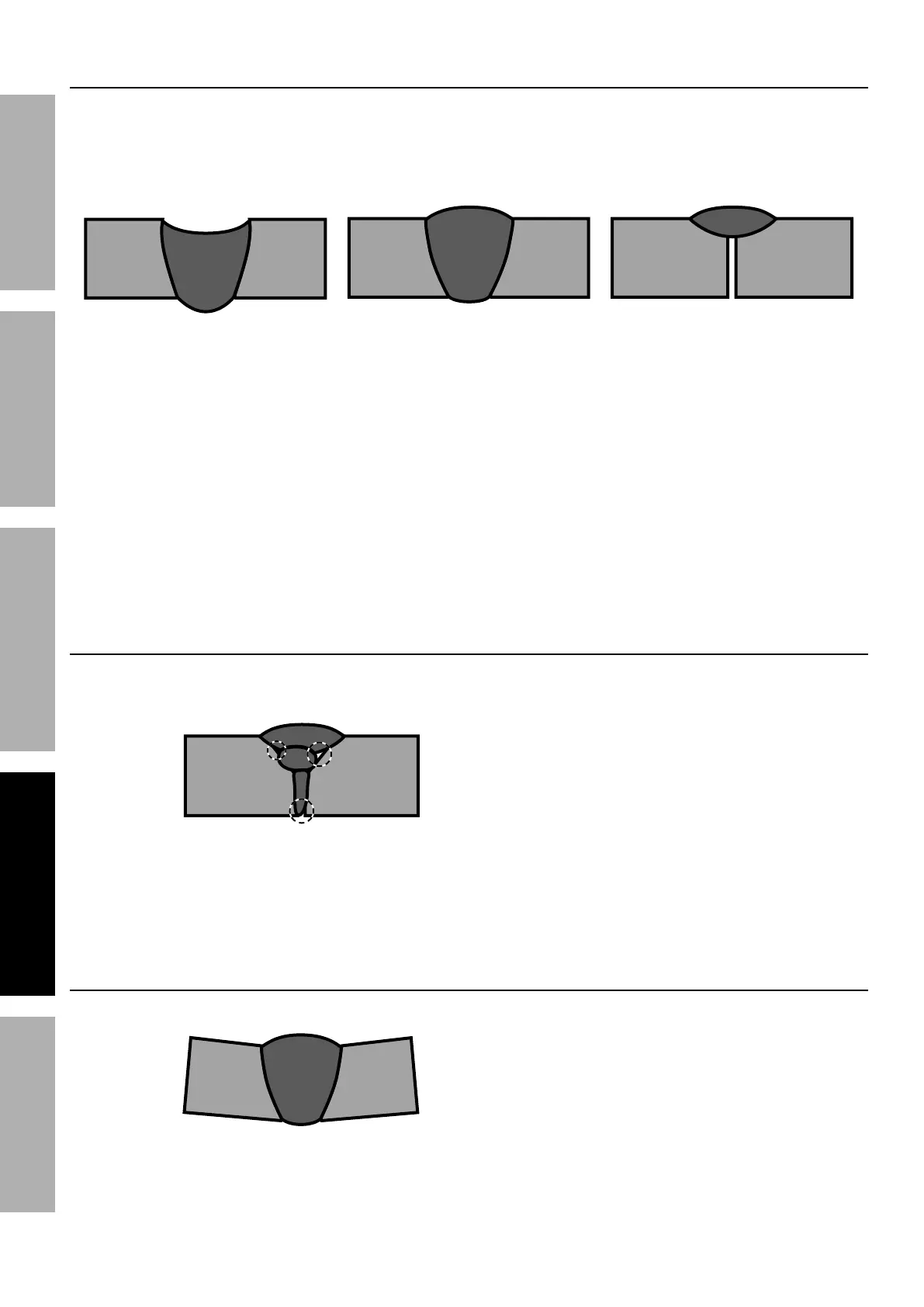
6WLFN:HOG3HQHWUDWLRQ:RUNSLHFH+HDW&RQWURO
6fR6??%W6E6A;@ACXE%X;%
SF;EKAB;XFVB
T*79%9(&&/#%&8%$&/%,89%
'89*(8*,$.%&(%2,77#%$.(&'3.%
*8$"(*7>I%5,Y"83%,%.&7*1
W;XW6;%W6E6A;@ACXE
T*79%"#%Z"#"+7*%'89*(8*,$.%,89%
+'73*#%#7"3.$7>%&8%$&/1
CE@U6iF@A6%W6E6A;@ACXE
T*79%9&*#%8&$%4&8$,4$%$.*%=&"8$%
2'77>I%='#$%&8%$.*%#'(2,4*1
PROFILE VIEWS
WX??CSG6%R@F?6?%@EU%?XGFACXE?%<X;%
6fR6??%W6E6A;@ACXE%X;%SF;EKAB;XFVB
1. T&(Y/"*4*%&Z*(.*,$"83-%
Reduce current.
2. T*79"83%#/**9%$&&%#7&)-
Increase welding speed and ensure
that welding speed is kept steady.
WX??CSG6%R@F?6?%@EU%?XGFACXE?%<X;
CE@U6iF@A6%W6E6A;@ACXE
1. C84&((*4$%)*79"83%$*4.8"H'*-
Keep arc on leading edge of weld puddle.
Hold torch at proper angles.
2. C8#'22"4"*8$%)*79%.*,$-%
Slow down so fill material has time to melt
into the weld location. Increase current.
3. T&(Y/"*4*#%$&&%$."4Y047&#*-
Bevel thick workpieces, allow slight
gap, and weld in several passes.
4. C8#'22"4"*8$%)*79%5,$*(",7-%
Increase amount of fill material.
?$"4Y%T*79%K%T*79%E&$%@9.*("83%W(&/*(7>%
V,/#%/(*#*8$%+*$)**8%)*79%,89%/(*Z"&'#%+*,9%&(%+*$)**8%)*79%,89%)&(Y/"*4*1%%?**%,(*,#%+*7&)1
WX??CSG6%R@F?6?%@EU%?XGFACXE?
PROFILE
VIEW
1. C84&((*4$%)*79"83%$*4.8"H'*-
Place stringer bead at correct place in joint.
Adjust workpiece position or weld angle to permit
proper welding to bottom of piece.
Keep arc on leading edge of weld puddle.
Hold Electrode and fill material at proper angles.
2. C8#'22"4"*8$%)*79%.*,$-%
Increase current.
3. U"($>%)&(Y/"*4*-
Clean workpiece down to bare metal.
4. C8#'22"4"*8$%)*79%5,$*(",7-%
Increase amount of fill material.
5. U"#$,84*%+*$)**8%)&(Y/"*4*#%$&%7,(3*-%
Decrease distance and increase bevel.
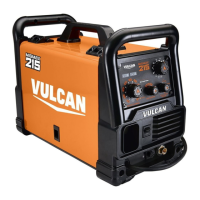
?$"4Y%T*79%K%S*89%,$%`&"8$%
WX??CSG6%R@F?6?%@EU%?XGFACXE?
PROFILE
VIEW
1. C5/(&/*(%47,5/"83-
Clamp workpieces securely.
Make tack welds to hold workpieces.
2. 6]4*##"Z*%.*,$-
Weld a small portion and allow to cool before
proceeding.
Increase weld speed.